Как работает продольно-скользящий поворотный (болтовой) затвор винтовки
Продольно-скользящий поворотный (ещё называемый «болтовым») затвор — это квинтэссенция механизма винтовок для армии, охоты и стрельбы на точность. Многие стрелки полагают, что подобная система достигла своего апогея в классической модели 98 Пауля Маузера.

Типоразмеры механизма
Продольно-скользящие поворотные затворы по длине разделяются на четыре базовых категории: миниатюрный, короткий, длинный и магнум. Наиболее популярны короткие и длинные механизмы; миниатюрный встречается редко, а магнум только набирает популярность.
Постановка на боевой взвод
Винтовки с болтовым механизмом взводятся двумя разными способами.
- При открытии затвора — способ очень популярен, так как при нём усилие перемещения затвора очень мало. Однако усилие открытия затвора может быть велико, так как одновременно происходит экстракция и постановка на боевой взвод.
- При закрытии затвора — использование этого способа значительно уменьшает усилия, необходимые для открытия затвора, так как операция постановки на боевой взвод здесь отделена от открытия затвора. Не так популярен, как первый.
- Частично взводится при открытии/взведение завершается при закрытии — в подобной системе усилие распределено более менее равномерно. Редкая конструкция.
- Оружие необходимо взводить вручную — стрелку приходится отдельно взводить ударник или боёк перед каждым выстрелом.
Магазины
В большинстве винтовок с продольно-скользящим затвором используются внутренние магазины, ёмкостью от трёх до пяти патронов. Ёмкость магазина зависит от калибра и размера патрона, на который рассчитана винтовка. Магазин может быть глухим, без пятки или иметь открывающуюся пятку, либо же может использоваться отъёмный коробчатый магазин.
Подача патрона
Подача патрона может осуществляться двумя способами.
- Управляемая — в подобной системе экстрактор захватывает фланец патрона сразу же после выхода того из магазина. Преимущество заключается в возможности вынуть патрон без заряжания его в патронник. Многие охотники предпочитают подобную систему, хотя она и дороже в производстве.
- Прямая — в такой системе экстрактор не контролирует патрон, пока тот не окажется в патроннике и экстрактор не захватит фланец. Преимущество этой системы в простоте изготовления, но чтобы экстрактор смог захватит патрон, он должен находиться в патроннике полностью. Подобную систему можно найти во многих популярных винтовках.
Ход затвора в ствольной коробке
Существуют три основных типа хода затвора.
- Стандартный — затвор поворачивается на 90 градусов для отпирания. Преимущество в сильной экстракции, выполняемой в начале; в крупных, расположенных напротив друг другу боевых упорах и низкой нагрузке на поверхности механизма взведения. Недостатки – рукоятка затвора мешает установке оптического прицела, медленная работа механизма.
- Короткий — затвор поворачивается для отпирания на 60 градусов или меньше. Преимуществом этого типа затвора является скорость работы; удобство использования оптического прицела; несколько боевых упоров. Недостатки – высокая нагрузка на поверхности механизма взведения; слабая экстракция и более дорогое изготовление.
- Прямой — рукоятка затвора не поворачивается, вместо этого используются вращающаяся боевая личина с кулачком и несколькими боевыми упорами, отпирающая затвор при движении назад и запирающая при движении затвора вперед. Преимущество – более высокая скорость по сравнению с поворотными затворами; простота в освоении стрелком. Недостаток – сложность и дороговизна механизма; слабая экстракция и больший вес.
Хотя затворы с прямым ходом и использовались в нескольких успешных армейских винтовках, подобный тип затвора не снискал популярности в спорте. Причинами этому являются высокая стоимость изготовления и слабая экстракция. А потенциально более высокая скорость не имеет особого значения в спортивном применении.
sportingshot.ru
Болтовой затвор охотничьего карабина — Выживание в дикой природе и экстремальных ситуациях
Болтовой затвор в охотничьем карабине позволяет запирать и отпирать канал ствола, перезаряжать и извлекать стреляную гильзу, вручную. То есть, требуется приложить мышечную силу стрелка. Впервые был применён в далёком 1841 году в винтовке Дрейзе. Казалось бы, конструкторы стремятся всё автоматизировать по максимуму. И такой архаизм, как применение болтового затвора, должен был давно исчезнуть в современном оружии. Да, в стрелковом автоматическом оружии болтовые затворы не применяются. Но в охотничьих карабинах болтовой затвор до сих пор считается гарантом надёжности механизма оружия.
Принцип действия
Болтовой затвор – это сокращённое название продольно-скользящего затвора с ручным поворотом рукоятки. Затворы подобного типа осуществляют запирание канала ствола за счёт захода запирающих (боевых) выступов стебля затвора в противолежащие пазы ствола или ствольной коробки. Благодаря простоте и особенностям конструкции, болтовые затворы выдерживают большое давление пороховых газов. Поэтому болтовые карабины позволяют применять мощные более убойные заряды. Из отечественных моделей оружия болтовой затвор есть у охотничьего карабина «Барс», «Лось», МЦ20. Последовательность операций, каждый раз производимых для перезаряжания карабина с продольно-скользящим болтовым затвором, включает в себя следующие действия:
- Закрывание канала ствола, которое достигается подпиранием его с казенного среза пришедшим затвором в крайне переднее положение.
- Запирание затвора, и как следствие, запирание канала ствола (сцепление затвора со ствольной коробкой или стволом) с целью предотвращения самопроизвольного отхода затвора назад из-за давления пороховых газов при выстреле.
- При производстве выстрела запертый болтовой затвор охотничьего оружия удерживается у казённого среза ствола, тем самым закрывая и запирая канал ствола.
- После производства выстрела происходит отпирание затвора – он расцепливается от ствола и отпирается канал ствола.
- Расцепленный со стволом затвор отходит назад, открывая канал ствола, и позволяет осуществить перезарядку охотничьего карабина.
В неавтоматическом оружии с болтовым затвором все эти операции стрелок осуществляет вручную с помощью своей мускульной силы.
Общие принципы конструкции болтовых затворов
В зависимости от модели оружия конструкция болтовых затворов может иметь свои особенности, но принципиальная схема будет следующей. Часть болтового затвора, непосредственно прикрывающая с казённой части канал ствола, называется остовом затвора. Элементы затвора, которые воспринимают на себя давление пороховых газов после выстрела, называются боевыми упорами, боевыми личинками.
В передней части затвора как правило имеется углубление — чашечка затвора. Оно предназначено для помещения шляпки (основания) гильзы, удерживаемой от выпадения как правило экстрактором. Дно чашечки называется зеркалом затвора, а её кольцевая часть — венчиком чашечки. Зазор между наружной поверхностью дна гильзы и зеркалом затвора – это зеркальный зазор. Часть болтового затвора, которая служит для подачи в патронник патронов, называется гребнем затвора, или досылателем.
Преимущества карабинов с болтовыми затворами
- Охотничьи карабины с болтовым затвором выдерживают большое давление пороховых газов, поэтому позволяют применять на охоте очень мощные патроны.
- Обычно карабины подобного типа имеют большую силу извлечения стреляной гильзы при открытии затвора из-за торцевого биения. Поэтому проблем с экстрактом гильзы как правило не возникает.
- Точность карабинов с продольно-скользящим болтовым поворотным затвором гораздо выше, чем у классических двуствольных ружей.
- Карабины с болтовым затвором не имеют сложной и капризной автоматики, поэтому чрезвычайно просты в эксплуатации, не требуют специальных инструментов для ухода.
- Карабины данной конструкции — самые надежные среди магазинных винтовок.
Недостатки карабинов с болтовыми затворами
- Из-за движения рукой для перезарядки, второй и последующие выстрелы осуществляются гораздо медленнее, чем в полуавтоматических и автоматических карабинах.
- Для перезарядки стрелок вынужден убирать руку с шейки приклада и со спускового механизма, а затем снова прикладываться – теряется время и сбивается прицел.
- Из-за продольно-скользящей системы затвора конструкция карабина получается достаточно длинной и тяжёлой.
Похожие статьи по выживанию:
Винтовка для снайпера-профессионала » Военное обозрение

Снайперская винтовка ORSIS SE T-5000 .338 Grafit Black
В России разработана новая снайперская винтовка Т-5000 ORSIS, которая сможет заменить в отечественных спецподразделениях столь популярные сейчас образцы зарубежного производства.
Не нужно говорить о том, какое немалое значение имеют снайперы в нынешних вооруженных конфликтах, при проведении специальных и контртеррористических операций. В связи с этим в современных условиях ужесточились требования к снайперскому оружию в области таких его характеристик, как дальность прицельной стрельбы, кучность, пробивное и убойное действие пули, возможность применения в различных условиях днем и ночью, маневренность. Также хорошо известно, что в отечественной системе вооружения «ниша» снайперской винтовки высокой точности пока заполнена слабо (речь идет не только о собственно винтовке, но и о комплексе «патрон-оружие-прицел», каждый элемент которого вносит существенный вклад в характеристики оружия). 7,62-мм винтовка СВД — отличное боевое оружие — уже не слишком подходит для решения ряда снайперских задач по своей точности и кучности, особенно на дальностях более 800 м. Это потребовало дополнить СВД винтовкой со значительно улучшенной меткостью стрельбы и прицелом большей кратности. Снайперы подразделений специального назначения российских силовых ведомств сейчас активно используют зарубежные снайперские винтовки (британские AW «Экьюреси Интернэшнл», финские TRG-21 и TRG-22 «Сако», германские AMP и др.). Поэтому неудивительно, что любая новая снайперская винтовка отечественного производства вызывает к себе самый живой интерес — какого бы класса ни был профессионал, для успеха ему нужен специализированный профессиональный инструмент.
Для проверки боевых качеств винтовка передавалась в спецподразделения российских силовых ведомств — ФСБ, Федеральной службы охраны и др. — и дальнейшая доработка оружия велась с учетом замечаний профессиональных пользователей. Идеологом и главным конструктором винтовки был генеральный директор ГК «Промтехнологии» А. М. Сорокин, который проработал схему винтовки и изготовил главные эскизы образца. Стоит отметить, что немалый вклад в создание и доводку Т-5000 внес Д. Ю. Семизоров— ветеран подразделения специального назначения «Вымпел» (с ноября 2012 г. — генеральный директор ФГУП «ЦНИИТОЧМАШ»), Кстати, на выставке «Технологии в машиностроении» в июне 2012 года усовершенствованные винтовки ORSIS Т-5000 под патроны .308 «винчестер» и .338 «лапуа магнум» выставлялись именно на стенде «ЦИНИИТОЧМАШа. Очень эффективной рекламой нового оружия стала победа в июне же 2012 года команды Управления «А» Центра специального назначения ФСБ на чемпионате мира по снайперской стрельбе, проходившем в Венгрии — «альфовцы» выступили на них с Т-5000. Об этом, впрочем, отечественные СМИ написали довольно много.
Теперь о самих винтовках.

Приклад винтовки ORSIS SE T-5000 .338 Grafit Black. Хорошо видна регулируемая щека и регулируемый затыльник.

Ствольная коробка винтовки ORSIS SE T-5000 .338 Grafit Black. Виден механизм складывания приклада и защёлка, удерживающая его в сложенном состоянии

Затвор винтовки ORSIS SE T-5000 .338 Grafit Black в закрытом состоянии. Виден предохранитель, находящийся в положении «огонь»

Болтовой затвор винтовки ORSIS SE T-5000 .338 Grafit Black в крайнем заднем положении

Пистолетная рукоятка винтовки ORSIS SE T-5000 .338 Grafit Black
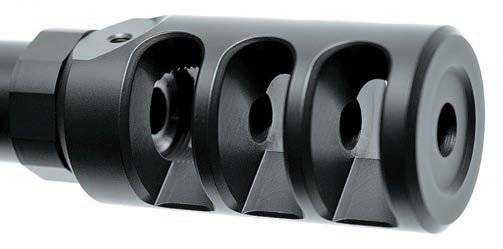
Щелевой дульный тормоз-компенсатор винтовки ORSIS SE T-5000 .338 Grafit Black
Как и многие снайперские винтовки высокой точности Т-5000 создавалась на основе спортивной модели. Характерен выбор для снайперской винтовки высокой точности магазинной схемы и хорошо зарекомендовавших себя зарубежных патронов. Последнее опять же можно объяснить не только расчетом на «коммерческий» рынок (а ГК «Промтехнологии» — редкий для отечественной промышленности пример основательно поставленного «частного» оружейного производства), но и плачевной ситуацией с отечественными снайперскими боеприпасами.
Ствол винтовки Т-5000, изготавливаемый из специальной нержавеющей стали, в ствольной коробке крепится консольно, на дульную часть ствола установлен щелевой дульный тормоз-компенсатор, поглощающий до 50 % энергии отдачи. В зависимости от калибра патрона, в канале ствола выполняется четыре или шесть правосторонних нарезов прямоугольной формы. Продольные долы на внешней поверхности ствола позволяют обеспечить требуемую жесткость при одновременном облегчении.
Боевая личинка продольно скользящего поворотного затвора выполнена по схеме, «компромиссной» между затворами схем «Ремингтон» Модели 700 и «Маузер» — с двумя боевыми упорами, чашечкой под шляпку гильзы, выбрасывателем и смонтированным непосредственно в затворе подпружиненным отражателем, выталкивающим гильзу в окно ствольной коробки после извлечения из патронника. Такая схема позволяет производить перезаряжание с наименьшим шумом, отсутствие в боевой личинке выреза для прохода отражателя делает запирание канала ствола надежнее и безопаснее. Боевые упоры затвора при запирании входят в пазы ствольной коробки. При закрытом затворе шляпка гильзы оказывается охваченной концентрическими кольцами — чашечкой затвора и ствольной коробкой. Затвор выполнен сравнительно крупным, что позволяет обеспечить его прочность и усилить узел запирания. В стебле затвора выполнены отверстия для сброса пороховых газов в случае их прорыва через патронник или гильзу. Соответственно патрону используется «короткая» или «длинная» затворная группа. Ствольная коробка и затвор изготавливаются из нержавеющей стали.
Ударно-спусковой механизм выполнен с размещением ударника и винтовой боевой пружины в полости затвора.
Выступающий сзади затвора хвост ударника позволяет определять состояние ударного механизма зрительно или на ощупь. Взведение ударника производится при отпирании (открывании) затвора. Спуск — с предупреждением, усилие спуска может регулироваться в пределах 0,5-0,9 кгс. Довольно плавный спуск способствует меткости стрельбы. В задней части затвора смонтирован трехпозиционный предохранитель с флажком, вращающимся в горизонтальной плоскости: в положении «предохранитель» (заднее положение флажка) блокируются ударник и затвор, в положении для разборки (среднее) ударник блокирован, затвор свободен, может быть легко извлечен назад при разборке (для этого нужно нажать защелку затвора с левой стороны ствольной коробки), переднее положение флажка соответствует состоянию «огонь» (открывается яркая оранжевая точка). При закрытом затворе его крупная рукоятка оказывается над спусковой скобой, а головка флажка предохранителя доступна для большого пальца стреляющей руки.
Питание патронами — из прямого отъемного металлического магазина. Прочному креплению магазина способствует горловина приемника, являющаяся частью ложи.
Компоновка и баланс винтовки обеспечивают уменьшение «опрокидывающего» действия отдачи. Составная ложа выполнена из легкого алюминиевого сплава Д16Т, для удобства транспортировки и разборки Т-5000 снабжена складывающимся влево прикладом. Шарнирным узел приклада изготовлен из стали для большей прочности, надежности и устранения люфтов, соединения производятся «сталь — в сталь». Приклад укомплектован затыльником, изготовленным из износостойкой резины и регулируемым по высоте, а также регулируемым по высоте упором под щеку стрелка. Длина приклада определяется проставкой под затыльник и иначе не регулируется. Ствольная коробка опирается на ложу через своего рода прослойку, пропитанную эпоксидной смолой, обеспечивающую не только лучшее прилегание, но и более равномерное распределение нагрузок.
В ходе доработки ложа получила ряд изменений и дополнений. Наиболее бросающееся в глаза — появление пластмассовой накладки цевья. До того ложа рассчитывалась, прежде всего, на стрельбу с упора с удержанием левой рукой за приклад (для стрелка-правши) — на что, собственно, и рассчитана форма приклада. По замечаниям пользователей винтовку пришлось приспосабливать для стрельбы из положения стоя, сидя, с колена, так что потребовалась пластмассовая накладка цевья. Впоследствии накладка была еще удлинена. Доработана и форма пластмассовой пистолетной рукоятки управления — в частности, она получила верхний изгиб в задней части. Таким образом, руки стрелка практически не касаются металлических деталей, что особенно удобно в холодную или, наоборот, очень жаркую погоду. Приклад в сложенном положении фиксировался первоначально магнитным фиксатором, но практические испытания винтовки показали ненадежность такого решения, и в конструкцию ввели механическую защелку. Винт, регулирующий положение «щеки» приклада, теперь поворачивается «ступенчато», стрелок может менять ее положение «по щелчкам» и легко запомнить однажды найденное удобное положение. То есть, улучшалась, прежде всего, эргономика оружия. Укрепленная на ствольной коробке планка типа «Пикаттини» позволяет устанавливать различные типы прицелов. Сам производитель рекомендует использовать винтовки с панкратическими оптическими прицелами— американскими «Найт Форс» или отечественными сравнительно новыми, но хорошо себя зарекомендовавшими «Дедал». В передней части ложи может крепиться дополнительно планка «Пикаттини» для установки предобъективной ночной насадки к прицелу.
В передней части цевья имеется крепление для сошки и винтовочного ремня. Стандартно винтовка комплектуется складной регулируемой по высоте сошкой типа «Харрис Бипод» — еще один элемент, широко используемый в снайперском оружии в разных странах.
В конструкции винтовки реализован ряд в целом давно известных и проверенных решений, но они тщательно отобраны, отработаны и применены в комплексе.

Снайперская винтовка ORSIS SE T-5000 .308 Desert Sand

Передняя планка «Пикатини» для установки предобъективной ночной насадки к прицелу

Болтовой затвор винтовки ORSIS SE T-5000 .308 Desert Sand в крайнем заднем положении

Приклад винтовка ORSIS SE T-5000 .308 Desert Sand с регулируемым затыльником и щекой

Щелевой дульный тормоз-компенсатор винтовки ORSIS SE T-5000 .308 Desert Sand
Клеймо завода-изготовителя на винтовке ORSIS SE T-5000 .308 Desert Sand
Современные требования к снайперской винтовке высокой точности предполагают отклонение попаданий не более одной угловой минуты при отсутствии ветрового воздействия. Кучность стрельбы Т-5000 характеризуется следующими данными — рассеивание попаданий укладывается в пределы 0,5 угловой минуты (МОА) при использовании качественных боеприпасов. Тут производитель также довольно строг, рекомендуя винтовочные патроны таких проверенных производителей, как германская RWS и финская «Лапуа».
Понятно, какой существенный вклад в баллистические качества оружия вносит технология его производства. Оружие ORSIS производится на московском заводе ГК «Промтехнологии», на котором широко используются современные станки с числовым программным управлением. Для изготовления нарезов стволов снайперских винтовок на заводе применяется однопроходное резание, точнее говоря — строгание шпалером. Эта технология не так производительна, как дорнирование, и довольно дорогостояща, тем не менее обеспечивает более высокое качество канала ствола. Не случайно она до сих пор широко используется для изготовления стволов высокоточных винтовок. За один проход через канал ствола шпалер обрабатывает один нарез, причем снимает металл на глубину около 1 микрона, так что для изготовления одного нареза требуется не менее 80 проходов. Станок с ЧПУ позволяет в достаточно широком диапазоне менять число, форму и угол наклона нарезов. Станок для изготовления нарезов — предмет гордости специалистов «Промтехнологии». Для демонстрации отсутствия вибраций и плавности работы здесь используют старый прием — на суппорт работающего станка ставят монету на ребро. Допуск по глубине нарезов — 2-2,5 микрона (0,002-0,0025 мм), при развертывании патронника — около 2 микрон. Инструментальный контроль ствола в лаборатории — по длине, калибру, чистоте обработки, шагу нарезов, соотношению ширины полей и нарезов и т.д. — проводится с использованием оптического и цифрового оборудования, с аппаратурой цифровой видеозаписи. При изготовлении ствольной коробки и затвора используется электроэрозионная обработка. Заметим, что первоначально представлялся вариант затвора с профрезерованными на стебле винтовыми канавками (пазами), призванными задерживать мелкие частицы или влагу, но при дальнейшей доводке от таких канавок отказались.
«Щека» и пистолетная рукоятка фрезеруются из высокопрочной пластмассы.
В целом производство представляет собой вовсе не «перенос на российскую почву» готовой технологии какого-либо зарубежного предприятия, а создавалось заново с подбором соответствующего оборудования — в основном зарубежного производства.
Наружные металлические поверхности винтовки имеют не бликующее керамическое покрытие типа церакот (Cerakote, решение, разработанное американской компанией «NIC-Индастриз»), обеспечивающее, в частности, высокую износостойкость деталей. Используются цвета, известные как «черный графит», «серый снайперский», песочный желтый, оливковый.
В целом комплекс «патрон-оружие-прицел» оказывается достаточно дорогостоящим, но, с другой стороны, снайперская винтовка — профессиональный инструмент, определенное его удорожание неизбежно, что можно увидеть на примере как зарубежных, так и отечественных снайперских комплексов.
Винтовка Т-5000 предлагается в различных комплектациях, в частности, может снабжаться различными вариантами ремня. Весьма оригинально выглядит «тактический оружейный ремень» «Долг-МЗ», который можно крепить на Т-5000 по двухточечной, трехточечной («тактической», с перемещением оружия стрелком по ремню в различные положения) и биатлонной схеме (за спиной по типу рюкзака).
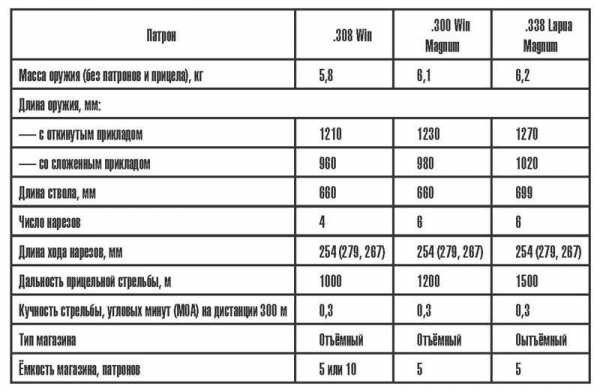
Тактико-технические характеристики винтовок ORSIS Т-5000
(по данным производителя)
Статья написана на основе материалов, предоставленных ГК «Промтехнологии».
topwar.ru
болтовые винтовки видео YouTube
…
1 лет назад
Топ 10 самых популярных охотничьих винтовок с продольно-скользящим затвором Подписывайтесь: https://www.youtube.com/Pat…
…
7 меc назад
Топ 10 самых популярных болтовых винтовок Второй мировой войны Подписывайтесь: https://www.youtube.com/Patr1ot?sub_confirmation=1…
…
10 меc назад
«Зброяры» — украинские оружейники — снабжали всем необходимым еще казачество, а в 21-м веке создают высокот…
…
10 меc назад
В преддверии Праздника Старого Нового Года. Мы решили сделать небольшой обзор болтовых карабинов в калибре…
…
2 лет назад
Эксклюзивный обзор нового российского охотничьего болтового карабина «Егерь» от завода «Молот»! Первые…
…
5 меc назад
Американская оружейная компания Desert Tech на IWA-2018 представила свои уникальные разработки – автоматический…
…
6 меc назад
Оптические прицелы в магазине RIKA Sale https://goo.gl/uXDEfd, бесплатная доставка по всей России, телефон +7 495 241-25-86,…
…
3 лет назад
Винтовки Sako TRG-22 и TRG-42 являются классическим примером специализированного снайперского оружия, которым…
…
2 лет назад
Винтовка с прямым ходом затвора Blaser R8 теперь производится в калибре .338 LM в спортивной ложе GRS, и предназначе…
…
1 лет назад
В данном видео представлены 10 лучших снайперских винтовок в мире!
…
5 меc назад
Наш отдел давно хотел узнать — какой же тип оружия окажется более скорострельным — традиционная болтовая…
…
2 лет назад
Карабин Барс 4-1 в 7.62х39, сравним его с карабином СКС. Обзор от владельца, стрельба на 100 и 300 м.
…
1 лет назад
новые охотничьи карабины Baikal официальные фото и видео с выставки смотрите на сайте Kalashnikov.media.
…
4 лет назад
Краткий обзор болтовой винтовки финского производства Tikka T3 CTR (Compact Tactical Rifle) калибр 308 win. Tikka на финском знач…
…
5 лет назад
Обзор карабина Remington 700. Рассказывает Михаил Галий. Полевые стрельбы из карабина Ремингтон 700 с оптикой.
…
7 лет назад
самая мощная снайперская винтовка России.
…
1 лет назад
Начиная с 20 века по настоящее время, роль снайперов имеет большое значение в боевых действиях. Так, снайпер…
…
5 меc назад
Топ 10 самозарядных винтовок Второй мировой войны. Полуавтоматические винтовки и карабины Второй мировой…
…
4 лет назад
Собрать винтовку для спортивной стрельбы из подручных материалов, увлекательно и интересно.
…
3 лет назад
Винтовки и карабины американской компании Savage пользуются заслуженной популярностью среди охотников и…
syoutube.ru
Производство затворной группы для болтовых винтовок
Хабаровск 22-05-2012 16:04В данном топике будут рассмотрены основные современные способы производства ствольной коробки, болта и ударника, а так же особенности конструкций и материалов.
Затворные группы для винтовок с продольно скользящим поворотным затвором имеют очень много как общих черт, так и серьезных различий, основные различия это количество боевых упоров, а так же размеры боевых упоров болта в границах тела болта (в этом случае отверстие затворной группы цилиндрической формы, а упоры ресивера обычно (но не всегда )являются вкладной деталью), либо упоры выступают за габариты тела болта, в этом случае отверстие в ресивере сложной формы со специальными вырезами под боевые упоры .
Состоят из корпуса затворной группы (ресивера или ствольной коробки) и болта-затвора, болт сложная, составная деталь внутри которого помещена боевая пружина курок и ударник.
Принцип работы прост: усилием руки стрелка болт подается вперед и поворачивается, боевые упоры болта заходят на боевые упоры ствольной коробки надежно запирая канал ствола и патрон в патроннике.
В зависимости от количества упоров и их расположения меняется угол поворота рукоятки, от количества упоров (при одинаковом диаметре) меняется и площадь запирания, максимальная площадь у двух упоров, далее у трех и тд.
Упоры могут располагаться впереди или сзади болта, но по большому счету все современные винтовки имеют боевые упоры расположенные в передней части.
Хабаровск 22-05-2012 16:04ресивер= ствольная коробка.
Обычно цилиндрической формы, внутри находятся боевые упоры и система крепления ствола. Я буду, для простоты изложения, рассматривать двух и трех упорные группы с резьбовым соединением ствола.
Сложности. Ресивер фундаментальная деталь, и требования к качеству ресивера самые высокие, иначе просто не добиться точности стрельбы.
В случае когда боевые упоры выходят за габариты болта, в ресивере нужно изготовить отверстие сложной формы, повторяющее форму головы болта.
Есть несколько способов изготовления таких отверстий. Самый простой это литье по выплавляемой форме, большинство ресиверов в винтовках массового производства так и сделано. Однако необходимой точности в геометрии детали таким способом добиться очень сложно. Деталь требует доработки или значительных припусков, позволяющих игнорировать расхождение размеров.
Иногда литье формирует только внешнюю часть, а внутреннюю часть ресивера получают механической обработкой.
Большинство же производителей качественных винтовок предпочитают получать ресивер из куска стали.
Внутреннюю геометрию получают следующими видами обработки: строгание на специальном станке, долбление, протяжка, электроэрозия.
У нас отверстие изготавливается электроэрозией, способ медленный, однако позволяет получить очень точное отверстие с допусками в сотую мм.
Болт тоже изготавливают по разному, традиционно (и у нас так же) вытачивается из прутка, сверлятся переходные внутренние отверстия, голова обрабатывается на фрезерном станке.
Отдельно изготавливается муфта (шрауд), курок и ударник с бойком, далее устанавливается боевая пружина и все собирается вместе.
Есть предприятия где болт отливают целиком, даже вместе с рукояткой, такой способ производителен, экономичен (так как при обработке из прутка около 70% металла идет в стружку), но менее точен, кроме того литье всегда подразумевает риск скрытых дефектов.
Зачастую конструкция ресивера определяет и технологию его производства. Например ресиверы с интегрированной лапой отдачи и планкой Пикатини невозможно закалить, при закалке из-за по разному распределенных масс происходят деформации и деталь теряет точность. Производители пытаются наверстать недостаток твердости массой, что утяжеляет конструкцию, но не всегда дает нужного результата, возникают наклепы на боевых упорах, группа имеет ограниченную деформационную прочность.
Мы делаем цилиндрический ресивер с накладной лапой отдачи и накладкой планкой. Цилиндрическая форма позволяет производить сквозную закалку и получать необходимую прочность и твердость. У нас твердость ресивера 43-45HRC, при этом мы используем мартенситно стареющая сталь, и закаливаем старением, что позволяет избежать изменения геометрии при закалке, закалку производим в защитной среде.
Все точные размеры болта (прежде всего посадки упоров и зеркало) мы производим в состоянии закалки при 50-52HRC, это сложно и долго, однако позволяет получить очень точный размеры которые не нарушаться при закалке.
Продолжение следует
Хабаровск 22-05-2012 16:05болт
Хабаровск 22-05-2012 16:05сборка
Тантал 24-05-2012 18:57quote:
Состоят из корпуса затворной группы (ресивера или ствольной коробки) и болта-затвора, болт сложная, составная деталь внутри которого помещена боевая пружина курок и ударник.
Так всё таки: ресивер или ствольная коробка (коробка)?
Болт или затвор?
Болт-затвора (бьёт по ушам),- или стебель затвора?
Может хоть в этом разделе начать говорить на нормальном русском и использовать техническую терминалогию, а не примитивный перевод с англиского и «ганзовскую феню»?
ГОСТ 28653-90 Оружие стрелковое. Термины и определения.
Хабаровск 25-05-2012 08:13Мне удобно говорить так как я привык, я как оружейник учился за границей, и мне вообще привычна калька англоязычных терминов, шрауд, кокин пис, болт, ресивер, фиринг пин, майн спринг и пр.
Болт- затвор было написано как раз как двойное название а не единое.
С ув. Алексей
Змейго Рыныч 29-05-2012 19:00quote:
Originally posted by Хабаровск:
Мне удобно говорить так как я привык, я как оружейник учился за границей
Алексей, простой пример: если написать фершлюсс, цубрингер, каммергрифф, дралльленге, шлёссьхен, шлагштюк, шпаннкурве, хюльзенкопф, ферригелунгсварце, цуг унд фельд, шлагфедер, зихерунг, хандшпаннунг, итд., то тоже никому легче не будет.
(я тоже так привык и учился за границей.)
Давайте уж попытаемся договориться на русском языке.
Если это не слишком сложно. Всем будет понятно. Русским все владеют вроде.
Да я вроде и по русски все выше написал, не? С ув. Алексей
Змейго Рыныч 30-05-2012 16:28Я понял что из-за
quote:
Originally posted by Хабаровск:
Мне удобно говорить так как я привык
будет сплошное
quote:
Originally posted by Хабаровск:
шрауд, кокин пис, болт, ресивер, фиринг пин, майн спринг
и снова жестоко ошибся.
Morozilkin 01-06-2012 13:03quote:
Originally posted by Хабаровск:
Мы делаем цилиндрический ресивер с накладной лапой отдачи и накладкой планкой. Цилиндрическая форма позволяет производить сквозную закалку и получать необходимую прочность и твердость. У нас твердость ресивера 43-45HRC, при этом мы используем мартенситно стареющая сталь, и закаливаем старением, что позволяет избежать изменения геометрии при закалке, закалку производим в защитной среде.
Алексей,пожалуйста поподробнее в этом месте: что значит «сквозная» закалка? И что такое «закаливание старением»?
Хабаровск 02-06-2012 23:40Закаливание старением применимо для определенных типов сталей общее название для которых «мартенситно стареющие», эти стали ведут себя как цветные металлы: нагрев и плавное остывание дают закалку, без существенного изменения геометрии. Нагрев и быстрое охлаждение дают отпуск. Стали весьма дорогие, то что мы применяем на ресивер в несколько раз дороже меди.
Закалка может быть локальной, например с помощью ТВЧ, мы закаливаем детали целиком до одинаковой твердости. С ув. Алексей
ПростоФиля 04-06-2012 10:07quote:
я как оружейник учился за границей
Алексей!
Несколько месяцев или даже год обучения не дают полное представление о предмете.
В СССР существовала техническая школа подготовки оружейников. Могу сказать на примере артелиристкого технилища (Бауманское). Предварительная подготовка специалиста занимала шесть лет. Причем базовые курсы дисциплин, таких как сопромат, материаловедение (раздел про стали с аустенитами и эвтектиками -страшный сон на несколько семестров) давались не в хаотическом порядке, а последовательно. Все знания подкреплялись лабораторными работами, причем и в соседних смежных дисциплинах. Например,мне как предполаганмому специалисту по мозгам зенитно ракетных комплексов приходилось в учебных мастерских проектировать гильзу для пущенки по своему варианту задания, разрабатывать технологический процесс, ну а самое страшное, нужно было слепить эту гильзу из болванки с помощью пресса и какойто матери и предъвить на зачете. Насколко мне известно на факультете «Машиностроение» имелась кафедра по проектированию узлов орудий. Люди там по затворам диссертации защищали.
Алексей, я не специалист по оружию, но как технарь с фундаментальным базовым образованием сравнивая затворы винтовки сако и орсиса для крупных калибров (у меня 375 н&н) могу сказать, что саковский затвор примерно в десять раз прочнее.
Тут и три упора и 10 мм. болт заходит в ствольную коробку и по существу является еще одним упором. Нет просверленного отверстия под штифт, а следовательно и ослабления боевого упора. Я не думаю, что фины от дури разработали три разных типоразмера затвора в зависимости от калибра. Единый затвор не может быть хорош на все случаи жизни. Затвор «орсис» элегантен и прекрасен для 6 ппс, для 6бр, для 223 и прочих калибров подобного рода. Для таких патронов как 338 ЛМ на мой непросвященный заграницей взгляд нужен затвор помощнее. С уважением Александр.Хабаровск 04-06-2012 12:22
Так они разные, для длинной затворной группы затвор значительно больше и прочнее, у нас два типо размеров затвора.
Три упора имеют (при одинаковом внешнем диаметре) меньшую площадь перекрытия боевых упоров чем два, т.е. два упора прочнее чем три.
Я не претендую на полноту знаний даже в тех вещах где действительно разбираюсь хорошо, а расчетами затвора и группы в целом у нас занимаются люди которые этому учились, с привлечением МИСИС, Бауманки, ЦНИИИТОЧМАШ и прочих компетентных учреждений. С ув. Алексей
Morozilkin 07-06-2012 15:22Алексей, мне все не дают покоя ресиверы с лапой отдачи и планкой Пикатинни вырезаные из одной болванки. Скажите пожалуйста, если взять «мартенситно стареющую» сталь, такую как используете вы, оформить ее в интересующий меня ресивер, дать «сквозную закалку» — должно получиться хорошо? В конце концов можно после закалки торценуть ресивер и шлифануть планку, получиться совсем идеально? Как считаете?
В голове роятся мысли о «идеальном» ресивере.
Хабаровск 07-06-2012 16:34Поводки все равно будут, и при той конструкции которую вы описали, во первых будет стрелять хуже чем круглый ресивер, а во вторых даже при использовании мартенситно стареющей стали размеры уведет, слишком много мяса в одном месте и мало в другом. С ув. Алексей
Charley 08-06-2012 01:04quote:
Три упора имеют (при одинаковом внешнем диаметре) меньшую площадь перекрытия боевых упоров чем два, т.е. два упора прочнее чем три.
Спорное утверждение!

Для сравнения, диаметр малый и большой равны для обоих вариантов.
Площади посчитаны для случая Дмалый — 16мм, Дбольшой — 24мм.
А зазоры и заходы? Их у трехупорной группы больше. Мы как то считали «чистые» размеры, получилось в пользу двухупорной. С ув. Алексей
Charley 08-06-2012 21:47Зазоры и заходы съедают размер площади запирания в случае большого количества упоров (8 и туда дальше). Как вариант AR, G-36, ACR и тому подобные. Кстати, в старых советских учебниках это расписывается. Сейчас не охота искать.
Morozilkin 09-06-2012 01:31quote:
Originally posted by Хабаровск:
Поводки все равно будут, и при той конструкции которую вы описали, во первых будет стрелять хуже чем круглый ресивер, а во вторых даже при использовании мартенситно стареющей стали размеры уведет, слишком много мяса в одном месте и мало в другом. С ув. Алексей
Алексей, Ваше утверждение «во-первых» без обоснования ничтожно, то есть совершенно неубедительно. По каким причинам «хуже»?
Утверждение «во-вторых» мною было предугадано и предусмотрительно исключено «шлифовкой» и «торцеванием». То есть снова не имеет веса в обсуждаемом контексте.
quote:
Originally posted by Charley:Спорное утверждение!
click for enlarge 516 X 283 32.5 Kb picture
Для сравнения, диаметр малый и большой равны для обоих вариантов.
Площади посчитаны для случая Дмалый — 16мм, Дбольшой — 24мм.
А вот это аргументы с обоснованием и даже иллюстрациями. Не могли бы Вы также обосновать свои утверждения? Аргументировано и наглядно? Ибо считаю цилиндрический ресивер с неинтегрированной лапой отдачи компромиссом в пользу технологичности, против ресивера с интегрированными лапой отдачи и планкой Пикатинни. Скажите в каком месте я заблуждаюсь. Но с аргументами.
С уважением.
Хабаровск 09-06-2012 05:37Ничтожно так ничтожно. Закажите заинтегрированный Сурджеон, и будет Вам счастье. С ув. Алексей
Bober80 10-06-2012 12:33Алексей, прошу прощения если не в той теме… Хочу услышать совет по притирке упоров. В небезызвестной «Факторы точноти заводских винтовок», подробно описаны манипуляции по обработке упоров с целью устранения перекоса затвора со взведенным ударником и патроном в патроннике (больший контакт с ресивером нижнего упора), как следствие влияющим на кучность.
1. По Вашему опыту, существенно ли влияет такой перекос на кучность?
2. Стоит ли игра свеч с притиркой алмазным абразивом банальным «открыл-закрыл»?
3. Легко ли изменить зеркальный зазор при таком методе?
quote:
Originally posted by Bober80:
Алексей, прошу прощения если не в той теме… Хочу услышать совет по притирке упоров. В небезызвестной «Факторы точноти заводских винтовок», подробно описаны манипуляции по обработке упоров с целью устранения перекоса затвора со взведенным ударником и патроном в патроннике (больший контакт с ресивером нижнего упора), как следствие влияющим на кучность.
1. По Вашему опыту, существенно ли влияет такой перекос на кучность?
2. Стоит ли игра свеч с притиркой алмазным абразивом банальным «открыл-закрыл»?
3. Легко ли изменить зеркальный зазор при таком методе?
1. Существенно влияет, прежде всего на горизонталь.
2. Алмазным абразивом нельзя, частички алмаза останутся в металле и ухудшится скольжение, применяют абразивы без содержания алмаза.
Что бы все было ровно, нужно иметь следующие параллельные плоскости: торец ресивера и ствола, зеркало затвора, плоскость боевых упоров болта и ресивера.
Для притирки боевых упоров, нужно вставить гильзу в патронник, упереть в неё шомпол, вставив его со стороны дульного среза (донце гильзу лучше смазать) рукоятку шомпола упереть в стену для того чтобы создать давление на гильзу и через неё на болт, упоры нужно отмаркировать (перманентный маркер) и отрыл-закрыл.
паста наносится на тот упор на котором есть след контакта, притирается (поджимая шомполом до тех пор пока на обоих упорах не будет ровного следа (50% площади), дальше упоры осадятся стрельбой. Сама техника притирания абзацем выше, поджим шомполом, открыл закрыл. пасту нужно потом очень тщательно удалить, пасту нужно применять мелкую, иначе получите задиры металла.
Для притирания зеркала, все то же, только нужно разобрать затвор, удалить не только ударник с боевой пружиной, но и экстрактор и выбрасыватель. На упоры наносим смазку, на зеркало абразив, и опять, поджимаем шомполом, и открыл-закрыл.
3. Допуск зеркального зазора 0.1 мм, притирочными операциями снимаются сотки, если без фанатизма, зеркальный зазор не уйдет.
Качество стрельбы, обычно улучшается, затвор работает более правильно и соосно. С ув. Алексей
Morozilkin 11-06-2012 13:55Алексей, не хотел Вас обидеть, но понимаю, что как-то резковато прозвучало «ничтожно». Изучал право и привычка любое утверждение подтверждать ссылкой на источник и обязательное обоснование укоренилась. Еще раз — не хотел задеть.
Действительно, поглядываю на Сурджеон. Не могли бы Вы как профессионал сделать сравнительный анализ цилиндрических ресиверов и нецилиндрических с интегрированной лапой отдачи? Интересует глубокий и обоснованный анализ.
С уважением.
Хабаровск 15-06-2012 07:19У оружейников как у докторов, сколько людей столько и мнений.
Я убежден в некоторых вещах, и на практике это находит подтверждение как в нашей работе, так и в работе других оружейников.
Технологичность. Круглая группа требует массу фрезерной обработки, её проще делать чем группу с интегрированными элементами, но не настолько если бы группа с интегрированными элементами давала явное преимущество в качестве стрельбы. На сегодня в БР и Ф класс доминируют группы симметричной конструкции, круглые или многогранные, без массивных интегрированных элементов.
На мой взгляд преимуществ у круглой группы несколько: более правильные колебания (равномерные, так как масса и объем металла одинаковы со всех сторон) в момент выстрела, большая жесткость(общая жесткость на излом), лучше компактность, меньше масса, возможность провести закалку без существенного изменения геометрии.
Доводов «за» относительно групп и интегрированными элементами я не вижу, маркетинг лучше, люди почему то верят, что такие конструкции прочнее (если и есть в этом истина, то только за счет большей массы, да и то спорно), и надежнее (планка не собьется).
Интегрированная лапа отдачи меня смущает, я считаю, что с такой лапой группа неправильно работает в процессе выстрела, колебания при такой конструкции наиболее отрицательно влияют на характер взаимной работы группы и ствола. Я убежден, что правильнее работают внешние лапы (Рем, Сако) и стрельба именно с такой конструкцией точнее.
С ув. Алексей
Продолжу тему.
Помимо болта, боевых упоров, ресивера, существенную точность играет конструкция ударника. Дело в том, что после нажатия на спусковой крючок, в винтовке начитает двигаться ударник приводимый в действие боевой пружиной, качество этого движения во многом определяет точность всей системы.
Оружейник должен решить несколько сложных задач: обеспечить достаточную энергию для инициации капсюля, сократить время между срывом шептала и началом инициации, обеспечить точное позиционирование ударника и бойка, обеспечить торможение ударника, и обеспечить надежность работы (прочность).
Движение ударника должно вносить минимальные колебания в оружие (совсем их исключить невозможно, но необходимо добиться таких значений, чтобы они никак не влияли на стрельбу, и были заметно меньше других погрешностей выстрела).
Данные задачи разные компании решают разными техническими средствами.
Ремингтон 700 использует единый курок закрепленный штифтом на теле ударника, позиционирование бойка идет за счет переднего конуса и цилиндрической поверхности в муфте болта (шрауд), торможение (контроль вылета ударника) осуществляет контактом передней плоскости курка (кокинпис)и плоскости в муфте полученной за счет перехода диаметров.
На словах звучит мудрено , в муфте два одноосевых отверстия разного диаметра, один диаметр равен диаметру курка, второй диаметру ударника, ударник меньше в диаметре, получается ступенька которая и является точкой упора курка и точкой торможения.
Некоторые компании используют другую формулу работы. У нас в болте ударник позиционируется двумя плоскостями по внутренней поверхности болта, которая специально подготавливается и является базовой поверхностью, и по внутренней поверхности муфты затвора, торможение осуществляется воротником ударника, в поверхность которая получается за счет перехода диаметров.
В болте 3 перехода диаметров, центральное отверстие (глубокое отверстие, при изготовлении глухое сверление, очень сложная деталь), далее переход на 6 мм и на 2 мм для бойка. Сложность заключается в том, что получить концентричные отверстия сложно, используется разный инструмент и приспособления. Я знаю случай когда одна известная кастомная фирма в США произвела 300 болтов с нарушенной геометрией отверстий, скандал был жуткий.
Пружина. боевая пружина с одной стороны должна обеспечивать высокую скорость работы ударника, с другой не быть избыточно жесткой, иначе просто её будет невозможно взвести. Пружина не должна касаться внутренней поверхности болта, не должна перекручиваться и витки не должны «заползать» друг на друга.
С ув. Алексей
VladiT 12-08-2012 11:23quote:
торможение (контроль вылета ударника) осуществляет контактом передней плоскости курка (кокинпис)и плоскости в муфте полученной за счет перехода диаметров.
Поясните пожалуйста два аспекта:
1 — На основании чего выбирается размер выхода ударника?
Я слышал что для винтовок в 308, выход должен быть от 1.5 до 1.7 мм.
При этом, для накола капсюля достаточно и 1 мм, и даже менее, наверное. По крайней мере, осматривая стреляный гильзы никогда не наблюдал промятия капсюля аж на 1.5мм.
То есть, выход ударника вероятно, делается с запасом. И при наличии патрона в патроннике, ударник останавливается ранее, чем при пустом патроннике.
Единственное обьяснение этому я вижу в том, чтобы не допустить удара курка по стеблю затвора, а стопорной поверхности ударника — по проточке стебля, которая его останавливает при холостом спуске. Что как я понимаю, сделано чтобы в момент воспламенения исключить все удары, кроме удара точно по оси ствола, по капсюлю.
Я сужу по своей Сабатти, в 308. Там сделано так. Но у Ховы в 223 сделано иначе — там выход ударника (относительно другого калибра, конечно) меньше, и ударник выходит точно на размер своего полушария, из этого делаю вывод что на Хове остановка ударника одинакова и при наколе капсюля, и без оного.
Это первый вопрос — о том, что лежит в основе выбора размера выхода ударника.
2 — На Сабатти ударник соединен с курком на резьбе, и законтрен поперечным штифтом. При этом, видимо налицо небольшой дефект сверления, потому что когда забиваешь этот штифт, боевой взвод (продольная пластинка снизу курка) начинает слегка затираться в пазу задней, посаженной на резьбе части затвора и скользит с затруднением. Что незаметно при установленной боевой пружине, но без пружины заметно. Понятное дело что так быть не должно, а пилить пока не хочется, я не оружейник и могу напортачить.
Я заменил штифт на меньшего диаметра, и «разрешил» ударнику слегка люфтить в своей резьбе в курке. Затирание исчезло, но интересно, чем чреват такой люфт ударника?
Мне например, в теории кажется что развязать ударник и курок слегка даже полезно. Никогда не бывает точно соосности, везде возможны и температурные расширения — и не является ли объективно полезным такое развязывание?
Пусть ударник двигается максимально свободно и сам находит свой путь, не так ли? Интересны и негативные последствия этого -я пока что не могу предположить, что тут плохого и интересны мнения профессионала.
Charley 12-08-2012 23:241. Выход бойка выбирается на основании механических свойств капсюля.
Малый выход — осечка.
Избыточный — пробитие капсюля.
Хотя значение имеет не только он. Так например группа настроенная под американские капсюля, запросто может давать осечки на отечественных.
Как правило, проблему решают подбором пружины, либо проставками увеличивающими предварительное поджатие пружины.
2. Уменьшение штифта фиксирующего курок на ударнике, как и появлению люфта со временем может привести к его излому (штифта).
quote:
Малый выход — осечка.
Избыточный — пробитие капсюля.
Это мне понятно.
Вопрос в другом:
То, что ударник при наличии патрона в патроннике останавливается на 1 мм ранее, чем при пустом патроннике — это норма?
То, что при патроне в патроннике ударник останавлиявается исключительно капсюлем и НЕ ДОХОДИТ до ограничителя хода ударника в затворе — это нормально?
quote:
Originally posted by VladiT:
НЕ ДОХОДИТ до ограничителя хода ударника в затворе
Именно так передаётся максимальное количество энергии капсюлю.Если ударник будет ещё по чему-нибудь стукать,то эти удары будут забирать энергию.Кроме того,если попадёт грязь в точке останова ударника то это может вызвать недоход ударника и осечку.VladiT 14-08-2012 23:01
Спасибо, понятно.
Bober80 12-11-2012 22:50Ув. Хабаровск! Добрался до притирки боевых упоров, но остался для меня один вопрос — так все таки притирать со снятой сборкой ударника, либо с ней и соотвественно взведенным ударником? Из книги МакФерсона я так же не понял этого… Если притирать со сборкой — то зачем это делать, если в момент накола капсюля шептало разгружено и перекоса затвора из — за зацепления с ним уже нет в принципе? Аналогичный вопрос и по притирке зеркала…
Хабаровск 18-11-2012 09:42Мы притираем только болт, подпирая зеркало специальным приспособлением для «посадки» упоров болта на упоры коробки.
Зеркало не притираем, так как оно для нас является базой.
С ув. Алексей
Голубой берет 14-09-2015 09:40А подскажите пожалуйста по конструкциям затвора советских спортивных мелкашек. Вот к примеру затвор Урал-2 и Урал-6. Затворы сильно отличаются и размером и расположением упоров. А для чего именили конфигурацию? Чем затвор Урал-2 лучше\хуже?
Reb00t 16-02-2017 04:20Алексей! Хотел Вам задать вопрос как специалисту, существуют винтовки в которых боевые упоры изготавливаются в самом бланке ствола (Блазер, рем770 и т.д.) ресивер как таковой отсутствует или выполнен как направляющая для движения затвора, какие плюсы и минусы (кроме технологичности) имеют система запирания «в ствол» и система запирания «в ресивер» ?
——————
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом — тот домой придет убитым!
quote:
Изначально написано Reb00t:
Алексей! Хотел Вам задать вопрос как специалисту, существуют винтовки в которых боевые упоры изготавливаются в самом бланке ствола (Блазер, рем770 и т.д.) ресивер как таковой отсутствует или выполнен как направляющая для движения затвора, какие плюсы и минусы (кроме технологичности) имеют система запирания «в ствол» и система запирания «в ресивер» ?
Я где то уже отвечал, на подобный вопрос, на самом деле вопрос какую задачу решаем, если строить целевую винтовку нужно обязательно фиксировать затвор по всей длине и особенно соблюдать жесткость и геометрию положения задней части перед выстрелом, иначе при «горячих навесках» стабильности не будет.
Reb00t 27-02-2017 03:18получается болт при выстреле испытывает нагрузку по всей своей длине, и его позиционирование в ресивере на высокоточных винтовках имеет значение, Спасибо!
——————
Лучше порох в пороховницах чем дробь в ягодицах!
Кто играет с динамитом — тот домой придет убитым!
Да, это так
Ясь Капец 06-05-2017 14:09Я скажите пожалуйста — возможно увидеть винтовку вашего изготовления?
quote:
Изначально написано Ясь Капец:
Я скажите пожалуйста — возможно увидеть винтовку вашего изготовления?
возможно
Ясь Капец 04-06-2017 23:37А где? Есть сайт или фото?
Господа оружейники, поскольку я абсолютно стерилен в металловедении, проконсультируйте пожалуйста по такому вопросу: из какой стали изготавливается болт винтовки и до какой степени он закаливается (а может цементируется, — не знаю)? Интересуют в первую очередь не боевые упоры а механизм взвода. В настоящее время для меня это очень актуально.
Patr1ot 30-06-2017 15:33Болт изготавливается из разных сталей. В зависимости от того, что выберет технолог. Возможно производство из стали: 4140 (38ХМА, 38ХМФА, 38Х2МЮА, 40ХМ и т.д.) Из импорта 4140, 4150, 4160,416 (после азотирования или карбонитрации). Степень закалки варьируется в зависимости от калибра, мощности боеприпаса и свойств стали. На маломощных калибрах типа 9х18, 9х19 и т.д — вполне хватает около 30-34 HRC, в то время как на калибрах типа .338LM используется
закалка затвора и ствольной коробки около 45-50HRC, с более мягким затвором (от 3 до 5 HRC разницы).
Детали группы взвода закаливают на твердость около 48-52 hrc. Стали аналогичны. Впрочем, с определенными трудностями — можно и 65Г использовать
pp095man 13-07-2017 08:50Огромное спасибо, SovietTwins, информация чрезвычайно актуальна.
мр153 14-07-2017 06:31А сам ресивер из какого материала делается и какую твёрдость имеет ? Спасибо
SovietTwins 14-07-2017 22:13Всё как в учебнике для прапорщиков. «Из того же материала».
мр153 14-07-2017 23:04quote:
Изначально написано SovietTwins:
Всё как в учебнике для прапорщиков. «Из того же материала».
А по твердости ?
SovietTwins 14-07-2017 23:26Разница твердости пары затвор-ствольная коробка варьируется от 3 до 5 hrc, в сторону более твердого ресивера.
Ясь Капец 27-12-2017 05:44quote:
Изначально написано Хабаровск:возможно
Пуф ))) Вы забыли добавить «Спасибо за внимание!» ))))
По теме — всё равно , он не должен быть очень мягким. Я встречал мелкашку на которой корпус затвора (болта, у меня тоже заграничное оружейное образование , второе высшее) был выпилен из болта с шестигранной головкой , найденного у дороги , вручную напильником и просверлен электродрелью и реально видел много раз долго эксплуатируемую Фроловку с корпусом затвора из латуни. Зависит от планируемых нагрузок. Значение имеют боевые упоры, боек , пружина, экстрактор и возможно рычаг или другой упор — зависит от конструкции. Если для охоты , то оно может стрелять пять раз в году , а если для спорта , то необходимы более надежные решения. Зависит от интенсивности нагрузок и боеприпаса. У нас в Америке , на сталь добавляют твердость поверхности специальными порошками. Поджигают их в нужном месте , а потом по таблице цветов гасят. Особый шик в болтовиках это отделка. Поэтому для вы@бона на паре болт-ресивер ставят твердую нержавейку , типа разновидности советской 90Х18 или 40Х13 именуемых «серебрянка» они от традиционных отличаются блеском. По поверхности делают «ювелирку» по полировке , на сверлилке натирают специальной насадкой. Как в СССР раньше жлобы на Яве. В Америке оружейный народ собирается раз в пару месяцев на ганшоу и особый шик достать такую штуку и дать кому-то приставить к уху послушать как оно закрывает с небольшим щелчком. Естественно у большей половины тех кто стоит за прилавком — руки из жопы и железки эти куплены по случаю за небольшие деньги , но все поголовно на словах Мастера! Я правда когда покупаю специфический товар , за спиной выстраивается очередь хитрожопых дедушек , которым что то нужно отфрезеровать или выточить, потому как говорить и делать, это разные вещи и говорящих на порядок больше.
Custor of 726 10-06-2018 04:32
quote:
Изначально написано Тантал:
Так всё таки: ресивер или ствольная коробка (коробка)?
Болт или затвор?
Болт-затвора (бьёт по ушам),- или стебель затвора?
Может хоть в этом разделе начать говорить на нормальном русском и использовать техническую терминалогию, а не примитивный перевод с англиского и «ганзовскую феню»?ГОСТ 28653-90 Оружие стрелковое. Термины и определения.
Ресивер это вполне может быть и затворная коробка как в ар-15 например
mr.accuracy 03-10-2018 07:07Алексей Михайлович добрый день, Евгений г.Барнаул. Не судите строго если пишу не в нужной теме. Очень нужен Ваш профессиональный совет. Владею ОРСИС Т-5000 SE 300WM,2014г Рассматриваю вариант приобретения дополнительного ствола в комплекте с затвором в калибре 338LM, у владельца аналогичной винтовки 2015г с основным 300WM и дополнительным стволом 338LM. Я правильно понимаю что производство всех деталей для винтовок ОРСИС это высокоточный прецензионный процесс с многоступенчатой системой контроля каждого процесса что даёт основание полагать что ствол и затвор от одной винтовки ОРСИС Т-5000 SE подходят без дополнительной доработки к аналогичной винтовке ОРСИС Т-5000 SE. Ознакомившись с пошаговым процессом замены ствола на данной винтовке у меня возникли сомнения что может быть дополнительные стволы производятся под конкретную винтовку и могут быть не совместимы с другой точно такой же винтовкой, что в свою очередь отрицательным образом может повлиять на кучность заложенную производителем. Заранее очень Вам признателен за ответ. С Уважением, Евгений
guns.allzip.org
Винтовка Browning A-bolt II — Энциклопедия оружия и боеприпасов
Компания Browning, основанная оружейным гением Джоном Браунингом около 1880-го года, является одной из самых известных американских оружейных компаний, а болтовая винтовка A-bolt II – одна из самых популярных винтовок этого типа, производимых в наши дни. В то время, как я пишу эти строки, компания Browning принадлежит бельгийскому капиталу, но её центральный офис по-прежнему расположен в США. Современное оружие Browning производится бельгийской компанией F.N., американской компанией A.T.I. и японской компанией Miroku. Винтовки A-bolt II выпускаются именно последней. Независимо от страны производства, оружие Browning выделяется высоким уровнем качества, подгонки и отделки.
Браунинги всегда имели репутацию винтовок высшего класса, хотя при этом винтовка A-bolt II стоит лишь ненамного дороже, чем её ближайшие конкуренты. Например, для модели Medallion в стандартных калибрах в 2005 году производитель рекомендовал розничную цену в 805 долларов. Это сравнимо с розничной ценой Remington M-700 CDL или Winchester M-70 Classic Featherweight, которые эквивалентны ей в своих модельных рядах.
Существуют версии винтовки A-bolt II с браунговской системой BOSS (Ballistic Optimizing Shooting System – стрелковая система для оптимизации баллистики). Это устройство служит для улучшения точности и уменьшения отдачи, оно представляет собой ствольный тюнер, являющийся одновременно и дульным тормозом. Есть и версия BOSS CR – просто ствольный тюнер, без функции дульного тормоза. Следуя несложным инструкциям, систему BOSS можно настроить таким образом, чтобы вибрации ствола при выстреле были оптимальны для точного выстрела каким-то определённым патроном. Я сам испытал эту систему, она работает. Большинство винтовок A-bolt II с ситемой BOSS дадут субминутную группу на дистанции 100 ярдов (91м). Система BOSS не позволяет установить на винтовке открытые прицельные приспособления (кроме винтовки в калибре 375H&H).
Существует множество моделей A-bolt II в различных калибрах и для различных применений, от плинкинга до охоты на толстокожую дичь. Модельный ряд довольно изменчив, но в 2005 году, когда я пишу эти строки, выпускаются следующие основные модели.
На вершине модельного ряда располагается модель White Gold Medallion с монтекарловой ложей из отборного ореха со щекой, с оконечностью цевья и розеткой пистолетной рукояти из розового дерева и резиновым затыльником на латунной прокладке, с резаной насечкой и великолепным блестящим покрытием дерева. Ствол нержавеющей стали вставлен в коробку того же материала, украшенную золотой гравировкой. Антабки съёмные. Выпускается как с системой BOSS, так и без неё. Вес винтовки в зависимости от длины ствола (от 22 до 26 дюймов (от 559 до 660мм)) и калибра может быть в пределах от 7 фунтов 3 унций (3,26кг) до 7 фунтов 11 унций (3,49кг).
Далее следует модель Medallion. Её ложа также выполнена из отборного ореха, но форма приклада прямая. Оконечность цевья и розетка выполнены из розового дерева, но установлены без прокладки; насечка и покрытие дерева такие же, как и у предыдущей модели. Ствол и коробка воронёные, глубокого блеска. Резиновый затыльник и крепёжки для антабок стандартные. Винтовка может быть оборудована системой BOSS. Вес винтовки 6 фунтов 7 унций (2,92кг) для калибров под короткий ход затвора, 6 фунтов 11 унций (3,03кг) для калибров под длинный ход затвора и 7 фунтов 3 унции (3,26кг) в калибрах магнум. Выпускается леворукий вариант.
Модель Hunter пользуется наибольшим спросом. Ложа у неё также ореховая, но более «практичного» (выражение Браунинга) качества, с пистолетной рукоятью и прямым прикладом, насечкой высокого качества, резиновым затыльником. Покрытие то же самое, высокого блеска. Но контрастной оконечности цевья и розетки пистолетной рукояти нет. Воронение приглушённого блеска выглядит прочным, установлены стандартные съёмные антабки. Модель Hunter может быть оборудована открытыми прицельными приспособлениями. В зависимости от калибра ствол может иметь длину 22, 23, 24 или 26 дюймов (559, 584, 610 или 660 мм). Весит эта винтовка столько же, сколько и модель Medallion. В категории не слишком дорогих винтовок модель Hunter станет отличным выбором.
Модель Micro Hunter – это по сути укороченная и облегчённая «горная» версия обычной модели Hunter. В зависимости от калибра ствол может быть длиной 20 или 22 дюйма (508 или 559 мм). Длина приклада уменьшена до 13 5/16 дюйма (338 мм), поэтому Micro Hunter подходит для людей небольшого роста. Вес около 6 ¼ фунта (2,84 кг).
Модель Hunter FLD – что-то среднее между Medallion и Hunter. У неё ложа из отборного ореха, а ствол и коробка как у Hunter’а, покрыты воронением приглушённого блеска. Эта модель может быть приобретена только у дилеров, специализирующихся на оружии Browning.
Кроме того, Browning предлагает модели Eclipse Hunter и Eclipse M-1000 с ложей из ламината. Ламинат серый или чёрный, ложа монтекарловая со щекой и с гребнем, нависающим над правой рукой, с антабками. Отделка металла – матовое воронение. Как сообщает Shooter’s Bible 2002 года, модели Eclipse могут иметь коробку с коротким или длинным ходом затвора и стандартный ствол; помимо этого, существует варминтная версия с тяжёлым стволом. Все модели Eclipse оборудованы системой BOSS. Eclipse М-1000 – это специализированная дальнобойная «винтовка соевого поля». У неё тяжёлый 26-дюймовый (660 мм) ствол, и выпускается она только в калибре 300 Winchester Magnum. Вес моделей Eclipse от 7 фунтов 8 унций до 9 фунтов 1 унции (от 3,4 до 4,1 кг).
Недавно Browning предложил покупателям винтовки A-bolt II с синтетической ложей. Из них наиболее известна, и вполне заслуженно, модель Stainless Stalker. Это самая первая в мире серийная винтовка с композитной ложей, и многие до сих пор считают её самой лучшей. Во всяком случае бесспорно то, что она одна из самых привлекательных. У Stainless Stalker коробка и ствол из нержавеющей стали с серебристо-матовой отделкой, а ложа из графитно-стекловолоконного композита чёрного цвета, хорошей формы, с пистолетной рукоятью, с хорошей насечкой. Затыльник из чёрной резины. Такая ложа обладает повышенной живучестью и температурной стабильностью. Вес Stainless Stalker от 6 фунтов 4 унций до 7 фунтов 3 унций (от 2,8 до 3,3 кг) в зависимости от калибра и длины ствола (от 22 до 26 дюймов (от 559 до 660 мм)).
Существует ещё модель Composite Stalker, похожая на Stainless Stalker, но воронёного металла. На ней может быть установлена система BOSS. Это самая простая из всех моделей A-bolt II.
Модель Varmint Stalker имеет тяжёлый ствол, композитную ложу с особым покрытием Dura-Touch, матовое воронение металла. Она весит от 8 до 8 ¼ фунтов (от 3.6 до 3,8 кг). Выпускается в калибрах 223 (ствол 24 дюйма (610 мм)) и 22-250 (ствол 26 дюймов (660 мм)).
В 2003 году Browning объявил о начале выпуска винтовки со сверхкоротким ходом затвора, предназначенной для винчестеровских калибров Super Short Magnum. Их ствольные коробки примерно на полдюйма (13 мм) короче, чем обычная короткая коробка. Винтовки с такой коробкой выпускаются в исполнениях Medallion, Hunter, Stainless, Composite и Varmint и в калибрах 223, 243 и 25 WSSM. У всех у них длина ствола 21 дюйм (533 мм) и вес 6 фунтов 3 унции (2,8 кг).
У всех моделей винтовок A-bolt II есть общие особенности, наиболее важной из которых является усовершенствованный спусковой механизм с регулируемым усилием спуска. Механизм этот – одна из двух существенных модификаций по сравнению с моделями A-bolt, вторая модификация – затвор специальной конструкции, исключающей заедание. Спусковой крючок широкий, рифлёный, позолоченный.
Другая важная черта – уже упоминавшийся затвор особого устройства, помещённый в неповоротную трубку, с тремя боевыми упорами вместо обычной пары. Это сокращает угол поворота затвора до 60 градусов, что, в свою очередь, ускоряет перезаряжание и облегчает установку оптического прицела. Головка затвора имеет выемку и эжектор плунжерного типа. Маленький экстрактор остроумной формы встроен в один из боевых упоров. Отверстие для стравливания пороховых газов открывается в магазинный колодец. Головка рукоятки затвора – одна из изюминок конструкции. Она имеет форму гладкого плоского кружка , наклонённого под углом 30 градусов. Из всех головок рукоятки затвора, которые мне довелось попробовать, такая конструкция самая удобная. На конце затвора установлен обтекаемый кожух для предотвращения удара вырвавшихся пороховых газов в лицо и индикатор взведения. Кнопка для освобождения затвора расположена с левой стороны коробки сзади. За очень умеренную плату Browning выгравирует на затворе имя заказчика.
Магазин съёмный, стальной, коробчатого типа, прикрепляется к традиционной откидной алюминиевой крышке – это запатентованная конструкция компании Browning. Снарядить магазин можно прямо на месте, а можно и снять его для перезарядки или замены. Защёлка крышки магазина освобождается стальной кнопкой, расположенной перед алюминиевой спусковой скобой.
Ещё одна привлекательная черта – ружейный предохранитель движкового типа, расположенный на хвостовике. Я считаю такой предохранитель самым удобным и быстрым в обращении. Предохранитель запирает спуск и блокирует ударник. Кроме того, он запирает затвор в закрытом состоянии, предотвращая неумышленное открывание при зацепе за сучок. На всех моделях насечка покрывает достаточную поверхность ложи, стиль насечки – традиционный браунинговский остроконечный ромб. Винтовки выпускаются во всех наиболее распространённых калибрах, от 22 Hornet до 375 H&H Magnum, включая все калибры WSM и WSSM, хотя и не каждая модель встречается в каждом из калибров.
Мой опыт пользования браунинговскими винтовками всегда был положительным, в том числе и с испытанными мной винтовками A-bolt II Medallion, Hunter и Stainless Stalker. Это изящные, утонченные винтовки, владеть которыми и стрелять из которых – одно удовольствие.
Чак Хоукс, СевАмерСтрелок
weaponland.ru