Двигатель зил 130: характеристики, неисправности и тюнинг
В настоящее время можно встретить огромное количество товара. Его можно подразделить не только по качеству, но и по стоимости. Стоит отметить, что это касается и автомобильного рынка. И это довольно естественно. Ведь каждый производитель хочет получить огромную прибыль с продаж и вложить меньшее количество денег. Во времена СССР огромную популярность получил двигатель ЗИЛ 130, который отличался хорошей прочностью и долговечностью.
Многие водители говорили, что это попросту неубиваемый агрегат, который не требует большого внимания. Первое транспортное средство с двигателем ЗИЛ 130 вышло в начале 1962 года. Это был первый грузовой автомобиль, сошедший с конвейера Москвы.
Описание
Двигатель ЗИЛ 130 устанавливали на все грузовые транспортные автомобили как ЗИЛ 130, так и ЗИЛ 131. И в этом нет ничего удивительного. Ведь если посмотреть на конструкцию, то двигатель ЗИЛ 131 очень похож на стандартный двигатель ЗИЛ 130.
Данные агрегаты имели небольшую степень унификации. Если говорить просто, то силовой агрегат от Зил 130 немного уменьшили в объеме, до 6 литров, что позволило получить меньший расход топлива. Также силовой агрегат получил двухкамерную карбюраторную систему и специальный ограничитель оборотов.
К более мощному относится двигатель ЗИЛ 375, имеющий объем порядка семи литров. В основном такую махину используют на Уральском автомобильном заводе. Благодаря этому удалось получить увеличенный радиус цилиндров и ход поршня.
Технические характеристики
Отдельного внимания заслуживают технические характеристики двигателя ЗИЛ 130.
Скачать .xls-файл
Скачать картинку
Отправить на email
| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Модель | ЗИЛ 130 |
| Тип силового агрегата | Бензиновый, четырехтактный, карбюраторный |
| Мощность | 148 л.с. при 3000 об/мин (с ограничителем) |
| Количество цилиндров | 8 |
| Как располагаются цилиндры | Под углом в 90 градусов |
| Минимальный диаметр цилиндра и ход поршня | 100 миллиметров диаметр и 95 миллиметров ход поршня |
| Общий объем двигателя | 6 литров |
| Степень сжатия | Порядка 6,5 |
| Минимальная мощность при 3200 оборотах в минуту | 150 лошадиных сил или 110 Квт |
| Крутящий момент при 2000 оборотах | 401 Ньютонов на метр |
| Расход топлива двигателя ЗИЛ 130 | 313 грамм |
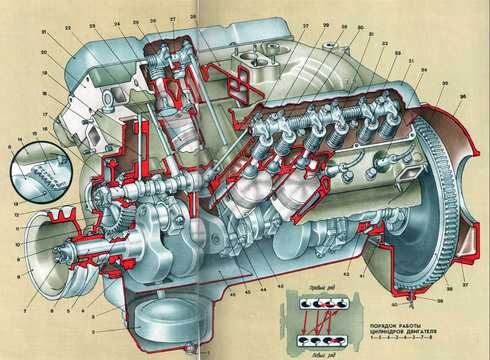
| Как работают цилиндры | 1 – 5 – 4 – 2 – 6 – 3 – 7 — 8 |
| Нумерация цилиндров: | Правые 1 – 2 – 3 — 4 |
| Левые 5 – 6 – 7 – 8 | |
| Общий вес двигателя | 640 килограмм |
| Толкатель двигателя ЗИЛ 130 | Изготовлен из качественной стали, имеет небольшую наплавку из чугуна, |
| Газопроводы двигателя ЗИЛ 130 | Впускной изготовлен из сплава алюминия, имеет специальную полость для подогрева топливной смеси, располагается между головками блока |
| Выпускной изготавливается из качественного чугуна, располагается по одному с каждой стороны блока | |
| Масляный насос на двигатель ЗИЛ 130 | Имеет несколько секций; шестерня, располагается с правой стороны блока цилиндров, редукционный клапан имеет давление 320 кПа. В нижней секции подается масло в масляный радиатор, перепускной клапан имеет давление 120 кПа. |
| Фильтры очистки на двигатель ЗИЛ 130 | |
| Тонкая очистка | Керамические фильтрующие элементы, оснащен экономайзером и насосом |
| отстойник | Располагается на кронштейне, имеет щелевой тип |
| Радиатор | Имеет три ряда, тип змейковый |
Мотор устанавливается на следующие модели автомобилей: ЗИЛ 130, 131, 375 и 508.
Также хочется отметить, что двигатель ЗИЛ 508 имеет три компрессионных и одно маслосъёмное кольцо. Отдельного внимания заслуживает термостат двигателя ЗИЛ 508. Он имеет твердое наполнение и устанавливается в выпускном патрубке. В основе системы охлаждения двигателя ЗИЛ 131 лежит жидкость, полностью закрытый тип с принудительной циркуляцией.
Если говорить про поршневой палец, то у двигателя ЗИЛ 375 он изготовлен из стали, полностью пустотелый и плавающий. Это относится к некой особенности автомобиля. Маховик на двигатель ЗИЛ 375 изготовлен из качественного чугуна, оснащен стальным венцом для пуска силового агрегата от стартера. Говоря о системе питания двигателя ЗИЛ 375, то в ней присутствует принцип принудительной подачи порции топлива.
Конструкция
 Если посмотреть на устройство мотора, то в основе лежит четырехтактный восьмицилиндровый агрегат, имеющий карбюраторную систему с постоянной подачей топлива.
Если посмотреть на устройство мотора, то в основе лежит четырехтактный восьмицилиндровый агрегат, имеющий карбюраторную систему с постоянной подачей топлива.
К небольшой особенности относится V – Образное расположение цилиндров. За счет этого удается получить очень высокую мощность и небольшой вес двигателя.
Все поршни и цилиндры приводятся в движение одним коленчатым валом.
Также силовой агрегат имеет жидкостную систему охлаждения, что очень удобно. Автовладелец сможет передвигаться в любую погоду.
Система смазки имеет комбинированную систему: под высоким давлением и разбрызгивание. Благодаря этому все детали двигателя ЗИЛ 130 получат свою порцию масла и не будут выходить из строя.
Система питания двигателя ЗИЛ 375 и 130 очень похожи. У них топливо подается принудительно и постоянно, что очень здорово. За счет этого силовой агрегат будет работать без перерыва.
Модификации
Отдельно хочется рассказать про некоторые модификации двигателя ЗИЛ 130. Дело в том, что в Советское время стремились сконструировать такое транспортное средство, которое прослужит долгий период времени.
- Первые автомобили были оснащены простым карбюраторным мотором с V – образным расположением цилиндров. Такая система имела объем двигателя 5 200 кубических сантиметров. Через некоторое время все убедились, что технически не получается развить того потенциала, который требуется.
- Из-за этого конструкторы изготовили тот же V – образный агрегат, но с восемью цилиндрами. За счет этого удалось повысить мощность до 150 лошадиных сил, что очень хорошо. Таким потенциалом не могли похвастаться ни двигатель ЗИЛ 357, ни двигатель марки ЗИЛ 131.
- Следом конструкторы выпустили совершенно новый по устройству мотор, который позволял разгоняться до 90 километров в час. К главной особенности можно отнести четырехтактный цикл и верхнее расположение клапанов.
Обслуживание
В данном разделе стоит поговорить про замену масла. Проделать данный процесс очень легко.
Для этого следует:
- Вывернуть сливную пробку;
- Открутить пробку масляного фильтра и слить масло;
- Отвернуть гайку и снять крышку масляного фильтра;
- Снять металлический и резиновый уплотнитель;
- Вынуть масляный фильтр и снять стержень;
- Менять фильтр следует в обратной последовательности;
- Заливаем масло и даем силовому агрегату поработать в течение 5 минут;
- Проверить уровень масла с помощью щупа и при необходимости долить.
Неисправности
| НЕИСПРАВНОСТЬ | ПРИЧИНА |
|---|---|
| Прогорание прокладок | Перегреваются детали мотора |
| Увеличен расход | Протекание масла |
| Стук поршня | Повредилась юбка, прогар днища |
Тюнинг
Проделывать тюнинг двигателя ЗИЛ 130 не очень сложно. Для этого понадобится инструмент и терпение.
Если вы хотите получить большую мощность, то установите агрегат Mopar 5.2, имеющий 500 лошадиных сил. Этого будет достаточно, чтобы передвигаться не только в городе, но и по бездорожью.
Что касается выхлопной системы, то тут можно установить несколько труб диаметром 63 миллиметра. За счет этого отработавшие газы будут выходить намного быстрей. Также удается получить более низкий звук.
Двигатель ЗИЛ 131, как и 130 можно переоборудовать в довольно интересный дизельный вариант:
- Первым делом, это позволит намного уменьшить расход топлива, до 20 литров на 100 километров пути. Согласитесь, это очень хорошо, когда ваше транспортное средство потребляет меньше топлива.
- Также это позволит сэкономить огромное количество денежных средств. Вы знаете, что дизельное топливо намного дешевле бензинового. И это не случайно, так как получить дизельное топливо намного проще, чем стандартное бензиновое. Извлекать силовой агрегат нужно очень аккуратно, лучше с напарником. Дело в том, что агрегат очень тяжелый, одному можно не справиться. К тому же возможно повредить детали, что привлечет к вложению денег.
- Следующим этапом идет сварка кронштейнов и усилий. Это нужно для того, чтобы новый агрегат подошел по размеру. Ведь если этого не соблюсти, то вы не получите хорошего результата. Новый силовой агрегат, переоборудованный в дизельный, устанавливается на подготовленное место.
- Далее следует доработка выхлопной системы. Также не стоит забывать о прокачке системы питания, чтобы лишний воздух удалялся из силового агрегата.
На этом тюнинг заканчивается. В результате повышается мощность, уменьшается расход топлива, и вы получаете то, что хотели.
dvigatels.ru
технические характеристики, особенности, ремонт, обслуживание
Наверное, почти каждый автомобилист, хоть раз в жизни слышал о 130-м ЗИЛе. Конечно, это легендарный автомобиль, который оставил большой отпечаток в истории автомобилестроения СССР. Но, не менее легендарным является сам мотор от этого аппарата. Рассмотрим, основные технические характеристики, устройство, а также полный процесс проведения обслуживания и капитального ремонта данного силового агрегата.

Технические характеристики
Мотор ЗИЛ 130 имеет форму V-образной восьмерки, которая часто применялась на советских грузовиках. Это считается третий двигатель по надежности, после ЯМЗ и КАМАЗ. Данный силовой агрегат также устанавливался на грузовики ГАЗ 53, как переделка, но широкого применения эта доработка не нашла.
Основные технические характеристики:
| Наименования | Характеристика |
| Завод выпуска | Имени Ленина |
| Модель | 130 |
| Тип питания | Бензин/Газ |
| Объем | 6.0 литра (5969 см куб) |
| Мощностные характеристики | 150 лошадиных сил |
| Количество цилиндров | 8 |
| Количество клапанов | 16 |
| Расход на 100 км, литров | 32 |
| Диаметр цилиндра | 100 |
| Степень сжатия | 6,5 — 6,7 |
| Впрыск | Карбюратор |
| Охлаждение | Жидкость |
Сам корпус силового агрегата был выполнен из чугуна. Основная масса блоков цилиндра того времени исполнялась именно из этого материала, поскольку он был дешевый и легко обрабатывался. А вот головка блока уже была сделана с алюминия, а точнее легкого алюминия (в состав входил свинец и железо, но не более 1%).
В основном такие двигатели были предназначены для низкооктанового бензина А-76 или А-80. С удорожанием горючего, многие автопарки стали переводить эти моторы на газ, поскольку это было выгоднее с экономической стороны, даже при расходе в 40 литров пропана или бутана на каждые 100 км пробега.
Применяемость
Двигатель ЗИЛ-130 разрабатывался на протяжении 5 лет с 1951 года. Прототипом стал силовой агрегат ЗиС-150, который просто морально устарел на начало 50-х годов, но его устройство положило начало рождению легенды советского автопрома. Следующим поколением, после 130-го стал ЗИЛ-131, технические характеристики которого выросли по сравнению со своим младшим братом.

Семейство моторов ЗИЛ-130 получило большое применение. Так, они устанавливались на все платформы 130-го, а именно: ЗИЛ-130Э (1965–1986), ЗИЛ-130Т (1965–1986), ЗИЛ-130Е (1967–1986), ЗИЛ-130ЕЭ (1967–1986), ЗИЛ-130ЕТ (1967–1986), ЗИЛ-130Г (1965–1986), ЗИЛ-130ГЕ (1967–1986), ЗИЛ-130ГС (1974–1986), ЗИЛ-130АН (1974–1986), ЗИЛ-130В1Э (1965–1986) и так далее.
Также, стоит отметить, что завод изготовитель постоянно старался улучшить характеристики мотора. Так, в 1984 году был выпущен силовой агрегат, который по техническим характеристикам был намного лучше, а именно — мощность выросла до 250 лошадей, а потребляемость топлива составила — 27 литров на 100 км. Но, этот вариант не нашел применения, поскольку стоимость изготовления оказалась достаточно высокой и руководство закрыло испытательный проект.
Неоднократно были попытки, и улучшить систему впрыска. Так, вместо стандартного карбюратора устанавливался Волговский или ГАЗоновский, но доработка имела значительный недостаток — периодически падали обороты и автомобиль попросту глох. Поэтому, было решено, что оптимальным вариантом будет карбюратор — К-88 и его модификации.
Тюнинг
В эпоху Советского Союза, о тюнинге разговаривать было тяжело, поскольку такого понятия еще не было. Конечно, некоторые автолюбители пробовали дорабатывать силовой агрегат, устанавливая на него тракторную турбину или переделывая систему впрыска. Известны даже факты экспериментов, когда ставилось охлаждение топлива, что неоднократно приводило к гидроударам.
Но, со становлением новой эпохи и развитием тюнинга, в начале 2000-х годов начинается целый ряд экспериментов с двигателем ЗИЛ-130, тюнинг которого обходился достаточно дорого и затратно по времени. Все-же находились энтузиасты, которые делали доработку моторов 130-го своими руками.

Итак, стоит более детально рассмотреть, какая доработка велась на двигателе ЗИЛ-130 (тюнинг):
- Переточка поршневой системы. Цилиндры растачивались под тюнинг-поршни размера 120 мм. Это позволяло увеличить степень сжатия. Приобрести такие поршни на свой силовой агрегат можно было у компании ЗИЛ, для модифицированных моторов ЗИЛ-130ГЭС или у производителя Terra.
- Замена головки блока цилиндров, на снятую с ЗИЛ-130 БЭ.
- Замену клапанного механизма, с расточкой посадочных мест под клапана ATI. В данном варианте приходилось менять седла клапанов, которые предварительно проходили этап шарошки.
- Замену шкивов под зубчатый ремень.
- Замену системы зажигания на бесконтактную.
- Расточку коленчатого вала, а также смену вкладышей.
- Замену систему впрыска на моноинжектор.
- Многое другое.
Некоторые автолюбители меняли всю начинку силового агрегата, что давало возможность установить многоточечный впрыск. По сути, такая лошадка имела значительно большую мощность, в отличие от своих соратников и братьев. Неотъемлемой частью тюнинга двигателя внутреннего сгорания является замена системы выхлопа.
Для 130-го это был хромированный комплект, укороченный на 200 мм выхлопной трубы, которая позволяла увеличить мощностные характеристики на 50-100 лошадок. Еще одним вариантом доработки была установка разветвленной системы выхлопа, когда с выпускного коллектора выводилось две выхлопных трубы. Таким образом, при правильных расчетах можно было добавить 70-120 л.с.
Конечно, при замене системы выпуска и установки инжектора приходиться подумать и о подачи воздуха. Так, просто необходимо было устанавливать дроссель, что давало возможность контролировать входящий воздушный поток. Следовательно, логически, необходимо заменить и воздушный фильтр. Как показывает практика, большинство профессионалов тюнинга рекомендуют — воздушный фильтр «нулевого» сопротивления.

Сколько будет стоить полная доработка или тюнинг мотора ЗИЛ-130? — Этот вопрос задавали себе многие автолюбители. По средним подсчетам, если подвергать двигатель полной переделке, то это обойдется владельцу около 5000 долларов, что не есть рентабельно, хотя технические характеристики могут вырасти в 2, а то и в 3 раза.
Капитальный ремонт: этапы и процессы
Ремонт двигателя ЗИЛ 130 — это довольно щепетильная тема, поскольку сам процесс немного отличается от остальных грузовых автомобилей советского автопрома. Как ремонтировать такой агрегат, сейчас знают не многие автомеханики, поскольку данный агрегат считается морально устаревшим и ему на смену пришли ДВС нового поколения производства ЯМЗ, КАМАЗ и других производителей, устройство которых отличается от 130-го.
Итак, рассмотрим последовательность действий направленных на проведения капитального ремонта силового агрегата.
Разборка
Конечно, перед тем, как проводить разборку двигателя, его необходимо демонтировать с автомобиля. Делается это достаточно легко — отсоединяются все системы и при помощи крана или лебедки снизу вверх вытягивается все в сборе.
Процесс разборки, по большому счету, ничем не отличается от того самого ГАЗ-53. Но, рассмотрим последовательность действий, которую необходимо проделать:
- Снимаем карбюратор, высоковольтные провода и систему зажигания.
- Демонтаж клапанных крышек.
- Сливаем масло с двигателя.
- Демонтируем картер мотора.
- Вынимаем головки блока цилиндров. Стоит напомнить, что в 130-м их две.
- Снимаем помпу, масляный насос и удерживающие планки.
- Проводим демонтаж бугелей и оснований шатунов, что держат вкладыши, а затем вынимаем коленчатый вал.
- Теперь, можно вынуть поршни вместе с шатунами.
- Разборка остальных мелких элементов

Теперь, когда все разобрано необходимо тщательно помыть все детали, чтобы перейти к процессу диагностики.
Диагностика неисправностей
После того, как была проведена мойка, которая делается, горячим керосином, разогретым до 60-70 градусов, необходимо определиться, какие детали еще можно использовать, а какие придется заменить. Диагностические работы начинаются с промеров коленчатого вала и блока цилиндров. Если замеры показали, что блок и вал нужно точить, то они отправляются на специальные станки.
Далее, стоит проверить на работоспособность водяной и масляный насос. Как показывает практика, обычно в них изнашиваются вал и опорный подшипник, так что можно обойтись заменой ремонтного комплекта, но не всегда эта теория работает. Также, меняются подшипники коленчатого вала в обязательном порядке, поскольку выработка на внутренней части, зачастую слишком большая.
Следующим этапом становиться диагностика головки блока цилиндров. Как показывает практика, здесь все предельно просто — меняются сальники клапанов и распределительного вала, выпускные клапана, седла клапанов, а также направляющие втулки. Зачастую, случаются случаи, когда при проведении опрессовки, ГБЦ оказывается треснутой — здесь на помощь придет аргонная сварка, которая замечательно латает алюминий.

Подбор запасных частей
Когда все детали определены, можно начать заказ и подбор. Стоит отметить, что не всегда удается расточить цилиндры под первый ремонтный размер, поэтому заказывать поршневую необходимо после расточки. Как показывает практика, на двигателях ЗИЛ, что остались в эксплуатации заказывают не ремонтные поршни, а гильзокомплекты, в которые входят: гильза стандартного размера, поршень, палец и комплект маслосъемных колец.
Следующим этапом становиться подбор запасных частей к головке блока. Здесь все идет по стандарту — клапана (обычно это комплект выпускных и впускных, всего 16 штук), ремонтные (утолщенные) направляющие втулки размерностью +0,03 мм, стандартные седла клапанов и сальники. При необходимости, проводится подбор распределительных валов. Но, это в редких случаях, когда снятые имеют увеличенный износ шеек.
Все остальные запчасти заказываются по стандарту, в соответствии с маркировкой мотора. Это важно, поскольку к силовому агрегату ЗИЛ-130 не подойдут запасные части, которые имеют маркировку ЗИЛ-130АГЭ или ЗИЛ-130БЭ.
Расточка
Теперь, когда все запасные части собраны, можно приступить к проведению непосредственно ремонтно-восстановительных работ. Первым этапом становится расточка коленчатого вала и блока цилиндров.
Коленвал устанавливается на специальный шлифовальный станок, который при помощи высоких оборотов и каменного круга определенной зернистости. Специалист шлифует коленчатый вал до определенного размера, а затем на малых оборотах полирует поверхности шеек при помощи наждака разного размера.

В отличие от коленвала, блок устанавливается в расточно-хонинговочный станок, где шлифуются поверхности цилиндров. Затем, специалисты устанавливают гильзы в посадочные места и подгоняют их под поршни. Сами поршни необходимо проточить на токарном станке и подогнать по весу.
Делается это путем убирания кромок краев в нижней части каждого поршня. Разница в весе не должна составлять более 0.05 грамма. Если будет больше, может возникнуть дисбаланс и повысится износ деталей, причем всех.
После того, как первичные операции с блоком выполнены, он проходит процедуру примерки. То есть, поршни опускаются в цилиндры и мастера смотрят, насколько операции сделаны точно. При необходимости проводится повторная шлифовка внутренней поверхности гильзы.
Только после этого можно приступить к процедуре шлифования поверхностей блока, а именно посадочные места под головки. После завершения всех операций, детали и узлы проходят повторную мойку.
Также, процедуру шлифовки поверхности проходит и ГБЦ. Шлифуется поверхность, которая устанавливается к блоку цилиндров. Обе поверхности должны быть идеально ровными, поскольку при сборке и установке прокладок может образоваться течь, которая повлечет за собой повторную разборку и ремонт.
Сборка
Собирается двигатель согласно рекомендованных технических карт и документации завода изготовителя выпущенной в 1974 и 1985 годах. Первым делом устанавливается коленчатый вал, а также коренные вкладыши. Затем, идет установка поршневой части, в народе именуемая «вязка поршней». Мастер устанавливает шатуны, которые предварительно, как и поршень, подгоняются по весу, а также ставит шатунные вкладыши.

После того, как гильзокомплекты установлены, можно начать сборку головки блока цилиндров. Сначала монтируются новые направляющие втулки, которые были предварительно «развернуты» (проточены) на токарном станке. Затем, устанавливаются седла клапанов, которые проходят этап шарошки и подгонки новых клапанов. Следующим этапом будет монтаж распределительных валов, штанг и пружин. Затем устанавливаются клапана и сальники.
После того как блок цилиндров и головка собраны, их можно соединить воедино. Делается это через прокладки, которые смазываются графитной смазкой. Последним этапом становиться установка поддона картера, масляного и водяного насоса. Последние штрихи — монтаж карбюратора и системы зажигания. Заливаем масло. Если все прошло успешно можно провести обкаточные работы по мотору.
Обкатка
Немаловажный процесс — обкатка двигателя после капитального ремонта. Делается она в разных режимах и температурах. Различают обкатку на холодный и горячий двигатель. Для силового агрегата ЗИЛ-130 лучше всего использовать комбинированный метод.
Проводиться обкатка на специальном стенде. Конечно, многие кустарные автомеханики проводят его на самом автомобиле, но это считается нарушением технологии. Итак, рассмотрим, в каких режимах лучше всего обкатывать ДВС 130-го ЗИЛа:
| Этап | Вид обкатки | Обороты в минуту |
| Запуск двигателя от электромотора (продолжительность 3-4 минуты) | Холодная | 1000-1200 |
| Пуск мотора от системы питания (продолжительность 5-7 минут) | Горячая | 1500-1700 |
| Разгон агрегата (продолжительность 8-10 минут) | Горячая | 2300-2500 |
| Глушение и остывание | Перетяжка клапанов | — |
| Повторный запуск от системы питания | Горячая | 2000-2200 |
| Прогревание мотора и работа, определения посторонних шумов | Горячая | 1000-1200 |
| Глушение и остывание | Окончательная перетяжка клапанов | — |
Таким образом, если все прошло успешно, то силовой агрегат полностью готовый к эксплуатации и его нужно установить на автомобиль. Последовательность действий пропорционально противоположная процессу демонтажа.
Вывод
Двигатель ЗИЛ-130 — это легенда советского автопрома, которая до сих пор покоряет сердца многих автолюбителей. Недаром, этому мотору проводят тюнинг и ремонтируют его для дальнейшей эксплуатации.
Но, если посмотреть правде в глаза, то действительно 130-й мотор морально устарел и его необходимо менять на новые, более современные силовые агрегаты. Ремонт агрегата, чем дальше, тем обходится дороже и не всегда они уже становятся ремонтнопригодными.
avtodvigateli.com
Двигатель ЗИЛ 130 — Устройство и технические характеристики. Motoran.ru
В августе 1916 года основан старейший автомобильный завод России, завод имени Лихачёва. Изначально предприятие планировалось использовать, как организацию, разрабатывающую и собирающую средние грузовики. Завод пережил много изменений и доработок, неоднократно достраивался и менял ориентацию. Постоянные изменения не помешали компании создать знаменитый массовый грузовой автомобиль и одноимённый двигатель ЗИЛ 130.
Наверняка, каждый житель страны хотя бы раз видел или встречал этот грузовик. За тот период, что делали автомобиль, а это тридцать лет (1964-1994 года) было выпущено три с лишним миллиона автомобилей. Двигатель ЗИЛ, устанавливаемый на транспортное средство, на тот момент, считался образцом живучести и неприхотливости. Эти качества силового агрегата позволили автомобилю занимать лидирующие места на рынке средне тоннажной техники.
Автомобиль ЗИЛ 130:

Описание
Силовой агрегат ЗИЛ 130 представляет собой двигатель, с цилиндрами в количестве восьми штук, выполняет четыре такта за один рабочий цикл. Подача горючего происходит при помощи карбюратора, обеспечивающего постоянную подачу. Расположение цилиндров под углом в 90° («v» образно), даёт агрегату мощность, и в то же время наделяет мотор небольшим весом. Охлаждение силовой установки происходит с помощью жидкости. Система смазки двигателя ЗИЛ 130 комбинированная, масло подаётся в мотор с напором, остальная часть разбрызгивается.
Силовая установка конструктивно схожа с модификацией ЗИЛ 111, однако, взаимозаменяемость деталей моторов маленькая. Сто тридцатый меньшего объёма, карбюратор, применяемый на моторе, состоит из камер в количестве двух штук. Семи литровый агрегат, который маркируется, как ЗИЛ 375, используют технике под маркой Урал.
Важно! Сто тридцатые установки унифицированы, детали агрегатов взаимозаменяемы. Однако, надо учитывать, к изделию ЗИЛ 130 детали и механизмы с маркировкой ЗИЛ 130 АГЭ или БЭ не подходят.
Двигатель ЗИЛ 130:

Технические характеристики- Двигатель ЗИЛ 130
Что бы лучше понять, что представляет собой двигатель ЗИЛ 130, изучим технические характеристики агрегата. Двигатель внутреннего сгорания предназначен для эксплуатации на грузовиках ЗИЛ: 130 и 131. Параметры представлены в таблице.
Параметры мотора:
| Разъяснение | Показатель |
| Завод изготовитель | АМО ЗИЛ |
| Период выпуска | 1964-1994 |
| Горючее | Семьдесят шестой бензин |
| Питание агрегата | Карбюратор |
| Сколько тактов | 4 |
| Сплав блока агрегата | чугун |
| Количество камер объёмного вытеснения (шт.), размещение | «v8» |
| Клапан, итого (штук) | 16 |
| Объем двигателя ЗИЛ 130 (л) | 6 |
| Порядок работы агрегата | 1,5,4,2,6,3,7,8 |
| Камера объёмного вытеснения, поперечник, миллиметров | 100 |
| Расстояние между крайними положениями поршня, миллиметров | 95 |
| Отношение пространства над поршнем: верх/низ | 6,5 |
| Объем масла в двигателе ЗИЛ 130 (л) | 9 |
| Мощь агрегата, лошадиных сил | 150 |
| Вращающий момент (Нм) | 401 |
| Соответствие нормам экологии | Евро 0 |
| Вес двигателя ЗИЛ 130 (кг.) | 440 |
Устройство двигателя
Силовой агрегат состоит из нескольких составных частей, каждая из которых со своими особенностями. Двигатель ЗИЛ 130 представляет собой агрегат, устройство которого предусматривает наличие следующих компонентов:
- Блок агрегата.
Остов агрегата применяет в качестве материала чугун высокой прочности. В остов вмонтированы гильзы, мокрого типа, материал изделий, серый чугун марки СЧ 18-36 (феррит до 5%). Верх направляющей втулки поршня зажат уплотнением, удерживающим гильзу от смещения. Низ направляющей зафиксирован кольцами, материал которых, резина. С целью увеличить жёсткость блока, водяные полости со встроенными разделителями.
ЗИЛ 130, блок цилиндров агрегата:

- Головка блока двигателя.
Материал, из которого выполнено изделие, смесь металлов, основной компонент, алюминий АЛ-4. Внутрь вставлены сёдла из стали и механизм, направляющий клапана. Рабочая камера агрегата овально клиновидная. Сочленение головки агрегата и его остова уплотнено прокладкой, материал детали, асбест и сталь. Крепление головки к остову обеспечивается за счет болтов, в комплекте крепежных элементов насчитывается семнадцать штук. Из этих семнадцати болтов четыре отвечают за одновременное крепление оси рокеров. Сила, с которой крепёж соединяет головку и блок 7-9 кгс*м. Регулировку затяжки проводят с учётом температуры окружающей среды: в холодное время показатель силы стремится к «7», в теплое время показатель ближе к значению «9».
Что бы плоскости головки агрегата максимально плотно прилегали к остову, фиксацию крепежа выполняют с учётом определённой техники, силу распределяют равномерно, работу выполняют в 2 захода. После затягивания всех болтов, среднюю часть головки потягивают заново. Замена прокладки сопровождается очисткой отверстий головы и остова, а так же чисткой рабочей камеры от шлака.
ЗИЛ 130, головка блока цилиндров агрегата:

- Деталь агрегата, соединяющая поршень с шатуном «палец».
Соединение обеспечивает скольжение детали в отверстии, фиксация от горизонтального перемещения обеспечивается за счет колец, которые стопорят палец с обеих сторон. Технология изготовления требует точности, при сборке детали подбирают под обслуживаемые узлы агрегата. Метод подборки, сортировка по группам и размеру, в частности, диаметру.
ЗИЛ 130, поршневой палец агрегата:

- Кольца агрегата.
Монтаж предусматривает установку четырёх колец на каждый поршень. По назначению поршни делятся: одно для снятия масла, три для обеспечения компрессии. Компрессионные кольца в количестве двух штук (верхние) хромированы, третье кольцо по форме образует конус. Изделие, для съёма масла составное: две плоских окружности из стали, окружность, расширяющее по оси, окружность радиального расширения.
ЗИЛ 130, кольца поршневые:
- Шатуны агрегата.
Материал изделия, сталь, марка 40Р, в сечении представляют собой букву «Н». Низ шатуна снабжён тонкостенным вкладышем, материал сталь и алюминий. В верхней части находится втулка, материал, бронза.
- Размер шатуна: 185,0мм;
- Сечение верхнего отверстия: 27,5мм;
- Сечение нижнего отверстия: 69,5мм.
ЗИЛ 130, шатун:

- Коленчатый вал агрегата.
Деталь стальная, марка 45, шейки изделия закалены. Вал имеет пять опор, каналы длясмазки и центробежные фильтры для улавливания примесей в масле. Очищать фильтры от грязи надо после 100000км пробега, или при каждом ремонте агрегата. Изделие, для лучшего уравновешивания силового агрегата выполнено в крестообразной схеме.
- Сечение коренных шеек: 74,48-74,50мм;
- Сечение шатунных шеек: 65,48-65,50мм;
- Вес изделия: 53,75кг;
- Масса изделия совместно с маховым колесом: 77,917кт;
- Масса изделия совместно со сцеплением и шкивом: 102,62кг.
ЗИЛ 130, коленчатый вал агрегата:

- Маховое колесо агрегата.
Материал изделия чугун. По контуру впрессован венец с зубцами, материал венца, сталь, предназначение, запуска силового агрегата. Изделие прикреплено к торцу коленчатого вала, фиксация осуществляется крепежом в виде шести болтов. Усилие, прилагаемое для фиксации, распределяется равномерно.
ЗИЛ 130, маховое колесо агрегата:

- Распределительный вал агрегата.
Техническое изделие выполнено из стали, в точках наибольшей нагрузки деталь закалена. Работу механизма обеспечивают шестерни, в количестве двух штук. Изделие фиксируется на пяти опорах, пастель в точках фиксации укомплектована втулками, материал втулок, двойной металл. Правильность размещения обеспечивается совпадением значков, нанесённых на поверхность шестерён обоих изделий (коленчатый, распределительный валы).
ЗИЛ 130, распределительный вал агрегата:
- Устройство регулировки потока в агрегате.
Расположение клапанов мотора вверху, детали находятся в головке остова агрегата, схема расположения — ряд, под наклоном. Работу клапанов обеспечивает распределительный вал посредством штанг, толкателей и рокеров.
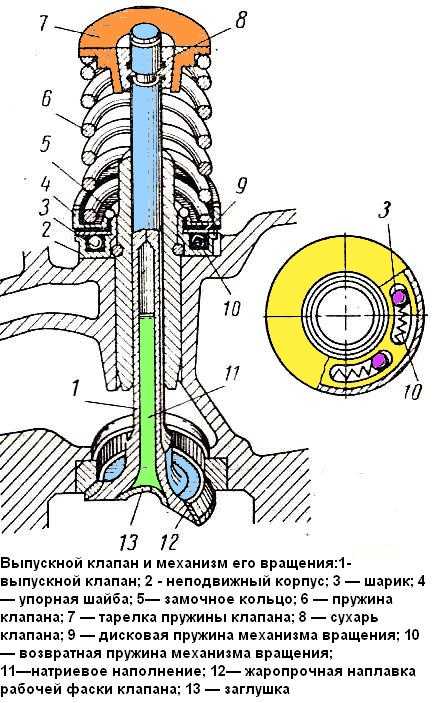
Материал изделия, сталь, способная выдерживать высокие температуры. Рабочие посадочные места выполнены под углом: впуск — 30°, выпуск — 45°. Внутри тела выпускной детали находится натрий, тарелка имеет жаропрочную наплавку. С целью увеличения срока службы выпускной клапан проворачивается во время работы специальным механизмом.
ЗИЛ 130, клапан впускной:

- Толкатель клапана агрегата.
Деталь выполнена из стали, внутри изделие полое. На торце толкателя имеется наплавка из высокопрочного чугуна, она предотвращает преждевременный износ от контакта с кулачком. Для отвода, попадающего в толкатель масла, в нижней его части предусмотрено отверстие.
ЗИЛ 130, толкатель клапана:

- Патрубки подвода смеси к агрегату.
Материал впускного патрубка алюминии (сплав), конструктивно представляет собой общий для всех цилиндров канал. Устройство размещено среди головок остова агрегата, имеется подогрев рабочей смеси в виде подведённой водяной рубашки. Сила, прилагаемая при фиксации патрубка 1,5 – 2 кгс*м. Выполняя монтаж, крепёж затягивается с равномерным усилием, схема крестообразная. Патрубки выпуска чугунные, расположены с двух сторон от агрегата.
Модернизация двигателя
Первоначальный вариант автомобиля не предусматривал доработку и модернизацию, поскольку двигатель ЗИЛ 130 имел штатные характеристики и предназначался для выполнения обыденных задач. Встречались автолюбители, которые усовершенствовали агрегат, выжимая из него максимум возможностей. После двухтысячного года модернизация силовой установки стала частым явлением, тюнинг агрегата обходился не дёшево, требовал трудозатрат и материальных вложений.
Автомобиль ЗИЛ 130 после доработки:

Тюнинг двигателя ЗИЛ 130 включал в себя следующие доработки:
- Изменение параметров поршней агрегата. Работа включает в себя расточку гильз цилиндров, под установку специальных поршней, размером 120мм. Такие действия увеличивали отношение объёма в нижней мертвой точке к объёму камеры сгорания. Поршни для переделки силового агрегата выпускали заводы ЗИЛ и Terra.
- Демонтаж штатной головки агрегата и монтаж другой головки, например, ЗИЛ 130 БЭ.
- Проведение полной замены клапанов агрегата. С этой целью растачивают посадочные места деталей под изделия ATI. Поводят замену сёдел клапанов, этот процесс проводят с подгонкой кромок изделия.
- Меняются шкивы агрегата под применение зубчатого ремня;
- Меняется система зажигания агрегата на современный механизм, без использования контактов;
- Меняются вкладыши коленчатого вала агрегата, сам вал растачивается;
- Меняется механизм подачи горючего в агрегат, демонтируется карбюратор, ставитсяинжектор с одноточечным впрыском. Если применить многоточечный впрыск, то мощность силовой установки увеличится.
ЗИЛ 130, на фото переоборудованный силовой агрегат:

При проведении работ по модернизации не стоит забывать о выхлопной системе, механизм необходимо заменить усовершенствованным. Для силового агрегата предусмотрен специальный комплект из хромированного материала, выхлопная труба этого набора укорочена на 200мм, применение всего в комплексе даёт прирост в 50 лошадиных сил. Еще применяют систему выхлопа с разветвленными патрубками, при этом из выпускного коллектора будет выходить две трубы отвода газов. Правильное выполнение работ даст прирост в 70 лошадиных сил.
Важно так же при модернизации изменить характеристики системы наполнения цилиндров воздухом. Для этого устанавливают дроссель, который позволял контролировать воздушный поток, поступающий в камеру. Для устранения сопротивления со стороны фильтрующего элемента применяют воздушный фильтр нулевого сопротивления.
Проводимые доработки позволяют увеличить характеристики силового агрегата в два, два с половиной раза. Однако, перед началом проведения работ надо все грамотно рассчитать и взвесить. Дело в том, что покупка материалов и сами работы стоят дорого, а будет ли целесообразно выполнять манипуляции, решать хозяину.
motoran.ru
Двигатель ЗИЛ-130
 двигатель ЗИЛ-130
двигатель ЗИЛ-130Завод имени Лихачева выпускает грузовой автомобиль ЗИЛ-130 и на его базе разные модификации. Автомобиль оборудуется многоцилиндровым карбюраторным двигателем ЗИЛ-130 мощностью 150 л/с, обеспечивает движение автомобиля со скоростью 90 км/ч. О конструктивных особенностях двигателя расскажу я.
 Двигатель ЗИЛ-130
Двигатель ЗИЛ-130В двигателе 8 цилиндров расположенные V образно в 2 ряда под углом 90 градусов, уменьшают его длину и дают возможность удобно и доступно разместить на двигателе его внешнее оборудование. С правой стороны на двигателе установлен масленый насос и генератор. С левой стороны бачек, насос гидроусилителя руля, маслоуказатель и стартер.
В развале между цилиндрами расположен карбюратор, топливный насос, воздушный фильтр, фильтр очистки масла, прерыватель распределитель и впускной трубопровод. Спереди двигатель оснащен водяным насосом, воздушным компрессором, воздушным фильтром, шкивами клиноременной передачи и вентилятором. Основой двигателя является кривошипно-шатунный механизм. Он состоит из колен вала, кривошипа, которого при помощи шатунов соединены с поршнями цилиндров.
 Распределительный механизм ЗИЛ-130
Распределительный механизм ЗИЛ-130Распределительный механизм
Коленчатый и распределительные валы соединяются шестернями, поэтому они работают строго согласовано. От кулачков распредвала через толкатели и штанги движение передается коромыслами, которые и открывают клапаны, а к своим гнездам клапаны прижимаются пружиной. В процессе работы все детали механизма должны смазываться, охлаждаться, а рабочий процесс обеспечивать питание горючей смеси. Все показанные механизмы и системы образуют единый силовой агрегат двигатель ЗИЛ-130
 Кривошипно шатунный механизм
Кривошипно шатунный механизмРассмотрим детали кривошипно-шатунного механизма.
Коленчатый вал вместе с шатунно-поршневыми группами движется, а блок цилиндров с головками является неподвижными корпусными деталями. Блок цилиндров усилен перегородками стенками рубашек охлаждения и поперечными арками, поэтому корпус блока является монолитным жестким и прочным.
В отверстии верхней части блока устанавливаются мокрые гильзы цилиндров. Сверху гильзы уплотняются зажимом бурта между головками цилиндров и блоком, а в низу двумя резиновыми кольцами. Для повышения износостойкости в гильзы запрессовываются кольцевые вставки из антикоррозионного чугуна.
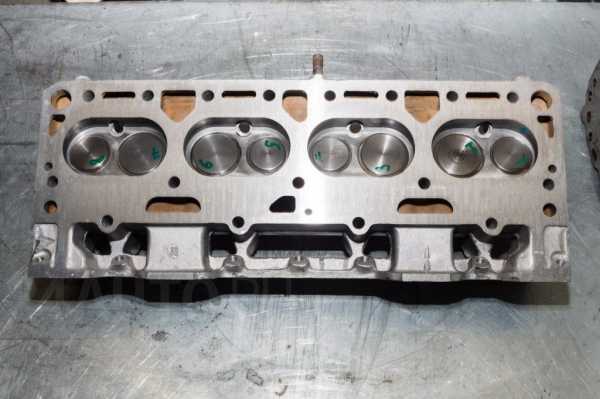 Головка блока ЗИЛ-130
Головка блока ЗИЛ-130 Головка блока ЗИЛ-130
Головка блока ЗИЛ-130Головка блока
Каждая головка цилиндров представляет собой сложную отливку из алюминиевого сплава. Головка имеет боковые стенки с рубашками охлаждения и нижнюю плиту. С одной стороны в головке сделаны впускные каналы, а с другой выпускные. В нижнюю плиту запрессованы седла а сверху направляющие втулки клапанов. Надежность плотного соединения головки цилиндров с блоком достигается прокладкой из асбесто стального полотна.
 Поршень ЗИЛ-130
Поршень ЗИЛ-130Поршни
Поршни изготавливаются из специального алюминиевого сплава. При работе поршень испытывает большие механические нагрузки и значительные нагревы поэтому головка плоского днища поршня массивная. Из внутренней стороны усилена ребрами соединяющими ее с бобышками.
Юбка поршня является направляющей. Поршень имеет канавки для установки в них поршневых колец. В трех верхних канавках устанавливаются упругие чугунные компрессионные кольца. Поршень соединяется с шатуном поршневым пальцем.
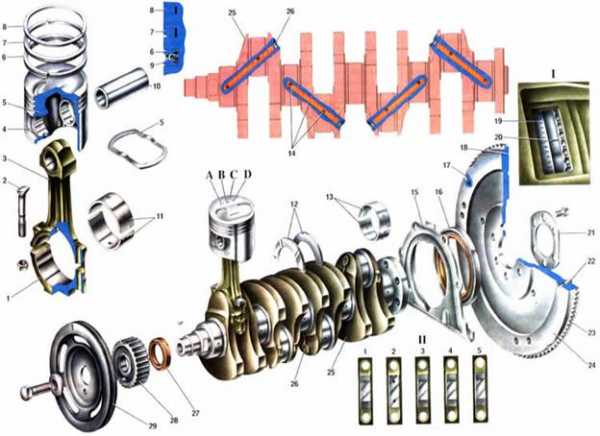 Колен вал ЗИЛ-130
Колен вал ЗИЛ-130 Колен вал ЗИЛ-130
Колен вал ЗИЛ-130Колен вал
Особенность конструкции колен вала, что на каждой шейке его кривошипа располагаются по 2 шатуна. Колен вал стальной полно опорный. Его 5 коренных шеек распределены равномерно после каждого кривошипа.Коренные шейки вала увеличены по диаметру но незначительны по длине, а шатунные наоборот. Коренные шейки вала как и шатунные вращаются в подшипниках с тонкостенными трехслойными вкладышами состоящими из 2 взаимозаменяемых полуколец.
Во время работы двигателя, поршни совершают поступательно-возвратное, прямолинейное движение, а шатуны кривошипа превращают это движение во вращательное, при этом масса кривошипов вместе с нижними головками шатунов создают на валу центробежные силы, которые неравномерно нагружают коренные подшипники, картер двигателя и вызывают вибрацию, поэтому колен вал изготовлен с шестью противовесами.
Эти противовесы и уравновешивают центробежную силу кривошипа и шатунов. В коренных шейках колен вала просверлены канавки, для смазки шатунных подшипников. Каналы проходят через щеки кривошипов к шатунным шейкам, а в шейках сделаны полости для грязеуловителя.
От осевого перемещения в блоке колен вал удерживается 2 стальными упорными шайбами расположенными с обеих сторон первого коренного подшипника. На переднем конце вала устанавливается распорно — упорная шайба, шестерня колен вала, маслоотражатель, храповик, и шкив ременной передачи.
Задний конец вала имеет маслоотражательный гребень и маслосгонную резьбу. Уплотнение конца вала обеспечивается сальником. На фланце колен вала устанавливается маховик с зубчатым венцом для пуска двигателя от стартера. Маховик крепится к фланцу шестью болтами.
 Поддон ЗИЛ-130
Поддон ЗИЛ-130Поддон
Картер двигателя закрывается поддоном. Он становится резервуаром для масла и предохраняет детали от загрязнения. Между картером и поддоном ставится пробковая прокладка. Распределительный механизм двигателя ЗИЛ-130 клапанного типа. Клапаны впуска и выпуска каждого цилиндра находятся непосредственно над полостью цилиндров.
Тарелки клапанов пружинами прижимаются к своим седлам. Распредвал соединен шестерней с коленчатым валом и работает с ним синхронно. Кулачки вала через толкатели и штанги передают движение к коромыслам. Коромысла поворачиваясь на оси преодолевают усилие пружин и опускают клапан открывая отверстия в цилиндры.
Одновременно под действием пружины толкатели прижимаются к кулачку вала и обеспечивают необходимую продолжительность открытия клапана, так работает этот механизм.
 Двигатель ЗИЛ-130
Двигатель ЗИЛ-130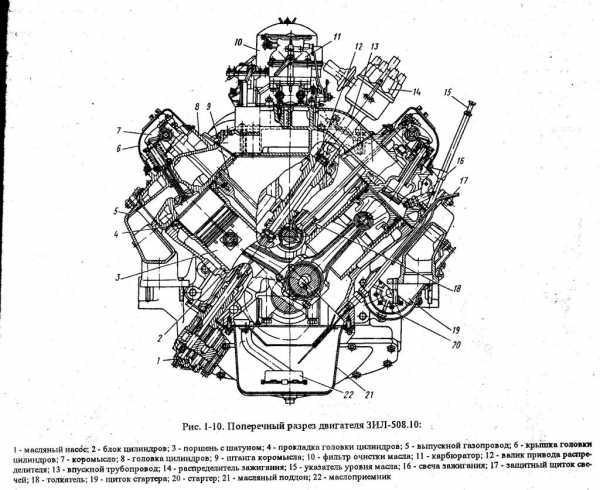 Двигатель ЗИЛ-130Распредвал ЗИЛ-130
Двигатель ЗИЛ-130Распредвал ЗИЛ-130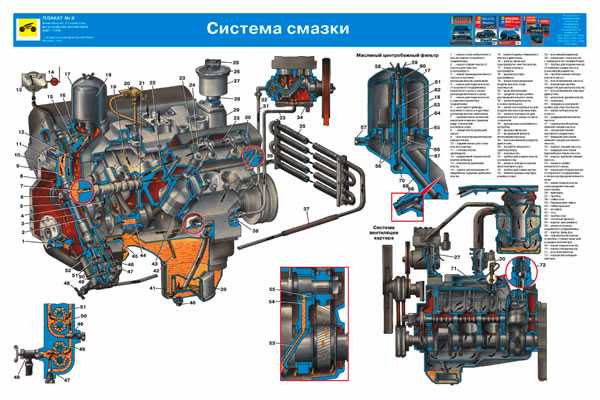 Система смазки двигателя
Система смазки двигателя Система охлаждения двигателя
Система охлаждения двигателяРаспредвал
Распредвал двигателя стальной. Для управления клапанами на валу имеется 16 кулачков.Так же находится эксцентрик топливного насоса, насос для шестерни, шестерня привода распределителя зажигания и масленого насоса. Вал имеет 5 опорных шеек, которые вращаются в подшипниках состоящих из втулок покрытых биметаллическим сплавом.
От осевого перемещения вал удерживается стопорным фланцем, а зазор между ступицей шестерни и торцом опорной шейки вала фиксируется распорным кольцом, толщина которого несколько больше упорного фланца. Распредвал приводится в движение от коленчатого вала, через пару шестерен.
Шестерни закрываются крышкой. Синхронная работа 2 валов достигается правильным соединением по меткам. Толкатели представляют собой пустотелые стальные стаканы. Штанги состоят из стальных трубок с запрессованными по концам закаленными наконечниками.
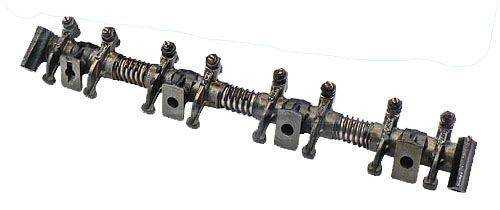 Коромысла в сборе
Коромысла в сборе Коромысло ЗИЛ-130
Коромысло ЗИЛ-130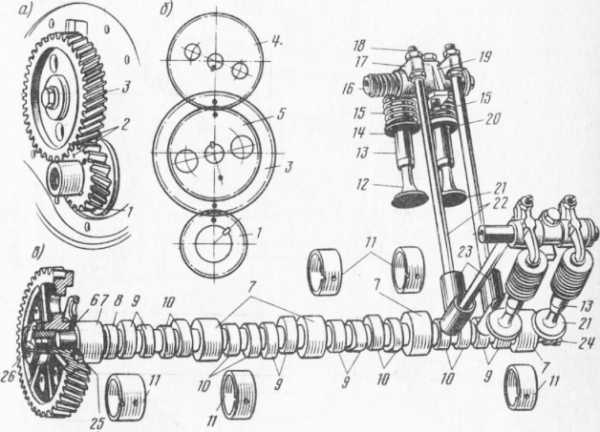 Механизм газораспределения
Механизм газораспределенияКоромысло
На осях головки блока установлено 8 стальных коромысел. Ось коромысел закреплена на 4 стойках. Коромысло является неравноплечим рычагом, его короткое плечо находится под штангой, а длинное над стержнем клапана, что способствует большему открытию.
Короткое плечо коромысла имеет винт с контр гайкой. Стержни клапанов работают в направляющих втулках. Они обеспечивают посадку клапанов на седла без перекосов. Седла клапанов вставные. Пружины способствуют посадке клапанов на седла.
Нижний конец пружины упирается в упорную шайбу, а верхний, в тарелку, которая удерживается на стержне клапана 2 сухарями. Моменты открытия клапанов по отношению к мертвым точкам называется фазой газораспределения, которая выражается в градусах поворота колен вала.
 Клапан ЗИЛ-130
Клапан ЗИЛ-130 Клапан ЗИЛ-130
Клапан ЗИЛ-130Клапана
Впускной клапан начинает открываться до прихода поршня в ВМТ за 21 градус поворота кривошипа колен вала. Это необходимо для большего открытия клапана и лучшего заполнения цилиндров смесью. Закрывается впускной клапан после прохода поршня в ВМТ на 75 градусов поворота кривошипа вала.
Выпускной клапан открыт до прихода поршня в ВМТ за 57 градусов поворота кривошипа вала. Закрывается выпускной после прохода поршня в ВМТ на 39 градусов поворота кривошипа. Этим достигается лучшая очистка камеры сгорания. Период одновременного открытия клапанов возле ВМТ называется перекрытием.
 Порядок работы цилиндров
Порядок работы цилиндровНа двигателе ЗИЛ-130 нумерация цилиндров идет так 12345678 с правого левого ряда, причем очередность работы цилиндров следующая 15426378. К раме двигатель крепится на 3 точках. Передней точкой является крепление передней крышки распределителя шестерен.
Лапы упираются на поперечину рамы двумя задними опорами служат лапы картера сцепления закрепляемые на 2 кронштейнах рамы. Каждая точка крепления эластична с резиновыми подушками. Сложный агрегат двигатель ЗИЛ-130 удобен в обслуживании, надежен и долговечен в эксплуатации.
СМОТРИТЕ ВИДЕО
zil-130-431410.ru
Двигатель ЗИЛ 130, мощный и надежный
Двигатель ЗИЛ 130, восьмицилиндровый, бензиновый, внутреннего сгорания. Состоит из чугунного блока, восьми прессованых гильз из серого мелкозернистого чугуна, двух алюминиевых головок с клапанами, стального кованного коленчатого вала с восемью кривошипными и пятью опорными шейками, которые прошли заводскую закалку на глубину 4-6 мм, с учетом трех ремонтных размеров на убывание при расточке. Все шейки коленвала соединены каналами для смазки под давлением.
 Задняя часть коленвала несет маховик, который крепится на четырех болтах и сообщается с бендиксом стартера. Внутренняя расточка на фланце коленвала под маховиком сделана для запрессовки подшипника ведущего вала КПП. Между фланцем маховика и щекой восьмого кривошипа находится двойной бурт для сальника, герметизирующего маслянную систему двигателя. На передней оконечности коленчатого вала крепятся три маслоотражающие шайбы, распределительная шестерня клапанного механизма, две передние шайбы маслоотражателя, шкив ременной передачи и храповик. При установке коленчатого вала в блок цилиндров, подбираются пять пар коренных вкладышей, нижние укладываются в гнезда и сверху опускается коленвал. Затем в крышки коренных шеек заправляются ответные вкладыши, после этого крышки можно устанавливать по месту и крепить болтами. Двигатель ЗИЛ 130 поддается только ручной сборке, аккуратной и вдумчивой. Поршни нужно соединить с шатунами с помощью стальных пальцев, которые с небольшим натягом запрессовываются поршневые щеки, проходя при этом бронзовую втулку в головке шатуна. С обоих сторон в поршень вставляются стопорные кольца, фиксирующие палец.
Задняя часть коленвала несет маховик, который крепится на четырех болтах и сообщается с бендиксом стартера. Внутренняя расточка на фланце коленвала под маховиком сделана для запрессовки подшипника ведущего вала КПП. Между фланцем маховика и щекой восьмого кривошипа находится двойной бурт для сальника, герметизирующего маслянную систему двигателя. На передней оконечности коленчатого вала крепятся три маслоотражающие шайбы, распределительная шестерня клапанного механизма, две передние шайбы маслоотражателя, шкив ременной передачи и храповик. При установке коленчатого вала в блок цилиндров, подбираются пять пар коренных вкладышей, нижние укладываются в гнезда и сверху опускается коленвал. Затем в крышки коренных шеек заправляются ответные вкладыши, после этого крышки можно устанавливать по месту и крепить болтами. Двигатель ЗИЛ 130 поддается только ручной сборке, аккуратной и вдумчивой. Поршни нужно соединить с шатунами с помощью стальных пальцев, которые с небольшим натягом запрессовываются поршневые щеки, проходя при этом бронзовую втулку в головке шатуна. С обоих сторон в поршень вставляются стопорные кольца, фиксирующие палец.
 Когда все восемь поршней соединены с шатунами, можно из по очереди вводить в цилиндры и сажать нижнюю головку шатуна на кривошип, предварительно уложив вкладыш и в головку шатуна и в крышку. На восьмицилиндровых двигателях действует принцип смещения шатунных головок, а двигатель ЗИЛ 130 относится к этому типу моторов, поэтому нужно очень внимательно относиться к схеме дальнейшей сборки. Малейшая ошибка чревата поломкой шатунов при запуске двигателя. Для облегчения прохождения поршней с насаженными кольцами в цилиндр, необходимо воспользоваться специальной оправкой, которая преодолевает упругость компрессионных колец и заставляет их войти в цилиндр. Эта операция требует внимания, так как нижнее маслосъемное кольцо сделано из чугуна и очень хрупкое, может сломаться.
Когда все восемь поршней соединены с шатунами, можно из по очереди вводить в цилиндры и сажать нижнюю головку шатуна на кривошип, предварительно уложив вкладыш и в головку шатуна и в крышку. На восьмицилиндровых двигателях действует принцип смещения шатунных головок, а двигатель ЗИЛ 130 относится к этому типу моторов, поэтому нужно очень внимательно относиться к схеме дальнейшей сборки. Малейшая ошибка чревата поломкой шатунов при запуске двигателя. Для облегчения прохождения поршней с насаженными кольцами в цилиндр, необходимо воспользоваться специальной оправкой, которая преодолевает упругость компрессионных колец и заставляет их войти в цилиндр. Эта операция требует внимания, так как нижнее маслосъемное кольцо сделано из чугуна и очень хрупкое, может сломаться.
 После того как все поршни окажутся в цилиндрах, а нижние головки шатунов будут собраны на кривошипе, болты затянуты и законтрены, необходимо установить масляный насос. Он крепится болтами к нижней части блока. Насос установлен и теперь можно крепить поддон двигателя. Это ответственная операция, поскольку поддон сделан из штампованной стали и при посадке его на место следует проложить прокладку из мягкого материала наподобие пробки. Из всех моторов завода ЯМЗ, двигатель ЗИЛ 130 наиболее высокоточен конструктивно, а значит его сборка требует особого внимания. Все болты по периметру следует затягивать равномерно, чтобы отбортовка поддона плотно прижалась во всех точках. Спустя некоторое время неоходимо еще раз подтянуть все болты.
После того как все поршни окажутся в цилиндрах, а нижние головки шатунов будут собраны на кривошипе, болты затянуты и законтрены, необходимо установить масляный насос. Он крепится болтами к нижней части блока. Насос установлен и теперь можно крепить поддон двигателя. Это ответственная операция, поскольку поддон сделан из штампованной стали и при посадке его на место следует проложить прокладку из мягкого материала наподобие пробки. Из всех моторов завода ЯМЗ, двигатель ЗИЛ 130 наиболее высокоточен конструктивно, а значит его сборка требует особого внимания. Все болты по периметру следует затягивать равномерно, чтобы отбортовка поддона плотно прижалась во всех точках. Спустя некоторое время неоходимо еще раз подтянуть все болты.
 Итак, вся нижняя часть двигателя собрана и следующим этапом должна быть установка газораспределительного механизма. Поскольку этот процесс очень ответственный, он должен выполняться квалифицированным мотористом, а после сборки распредвала, установки толкателей коромысел клапанов и подтяжки болтов, потребуется регулировка клапанов. Но до этого необходимо установить обе головки блока. Если головка уже в сборе с клапанами, то она садится на асбесто-стальную прокладку, которая предусмотрительно уложена на блок цилиндров. Затем вкручиваются болты крепления головки и затягиваются в строго определенном порядке, в соответствии со схемой сборки. Усилие затяжки болтов тоже имеет свое значение и не должно превышать его. Поэтому затяжку следует делать динамометрическим ключом. После сборки, регулировки клапанов и проверки всех фаз газораспределения остается накрыть двигатель двумя герметичными кожухами, которые плотно прикручиваются к головкам цилиндров, закрывая клапанные механизмы.
Итак, вся нижняя часть двигателя собрана и следующим этапом должна быть установка газораспределительного механизма. Поскольку этот процесс очень ответственный, он должен выполняться квалифицированным мотористом, а после сборки распредвала, установки толкателей коромысел клапанов и подтяжки болтов, потребуется регулировка клапанов. Но до этого необходимо установить обе головки блока. Если головка уже в сборе с клапанами, то она садится на асбесто-стальную прокладку, которая предусмотрительно уложена на блок цилиндров. Затем вкручиваются болты крепления головки и затягиваются в строго определенном порядке, в соответствии со схемой сборки. Усилие затяжки болтов тоже имеет свое значение и не должно превышать его. Поэтому затяжку следует делать динамометрическим ключом. После сборки, регулировки клапанов и проверки всех фаз газораспределения остается накрыть двигатель двумя герметичными кожухами, которые плотно прикручиваются к головкам цилиндров, закрывая клапанные механизмы.
 Автомобиль ЗИЛ 130, двигатель которого собран без нарушений, может проработать не один год без ремонта. А если таковой все же понадобится, то техническая характеристика ЗИЛ 130 позволяет использовать целый ряд унифицированных запасных частей. В общие данные двигателя автомобиля входит : рабочий объем цилиндров – 6 литров, степень сжатия 7,5 в новой поршневой группе, диаметр цилиндров 100 мм, ход поршня 95 мм, вес двигателя 490 кг, мощность 150 л.с.
Автомобиль ЗИЛ 130, двигатель которого собран без нарушений, может проработать не один год без ремонта. А если таковой все же понадобится, то техническая характеристика ЗИЛ 130 позволяет использовать целый ряд унифицированных запасных частей. В общие данные двигателя автомобиля входит : рабочий объем цилиндров – 6 литров, степень сжатия 7,5 в новой поршневой группе, диаметр цилиндров 100 мм, ход поршня 95 мм, вес двигателя 490 кг, мощность 150 л.с.
fb.ru
Двигатель и механизмы двигателя ЗИЛ-130
Строительные машины и оборудование, справочник
Категория:
Автомобили ЗИЛ
Двигатель и механизмы двигателя ЗИЛ-130
Двигатель ЗИЛ-130 — V-образный, восьмицилиндровый, четырехтактный, карбюраторный, е жидкостным охлаждением.
Блок цилиндров двигателя — чугунный, со вставными мокрыми гильзами из серого чугуна, с кислотоупорной вставкой в верхней части. Для уплотнения верхней части гильзы бурт гильзы зажат между блоком и головкой блока с асбостальной прокладкой, нижняя часть уплотнена двумя резиновыми кольцами.
Головки блока цилиндров — из алюминиевого сплава, со вставными седлами и направляющими клапанов. Между блоком и головками установлены прокладки из асбостального полотна. Каждая головка блока прикреплена к блоку цилиндров семнадцатью болтами. Отверстия в блоке цилиндров под болты цекуются. Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанные выше семнадцать болтов.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головок блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок должны быть затянуты на холодном двигателе. Момент затяжки должен составлять 90—110 Н • м (9—11 кгс • м), причем при температуре двигателя около 0° С момент затяжки болтов должен быть ближе к нижнему пределу 90 Н • м (9 кгс • м), а при температуре от + 20 до + 25° С —• ближе к верхнему пределу 110 Н • м (11 кгс • м). Запрещается подтягивать болты крепления головок блока цилиндров при температуре
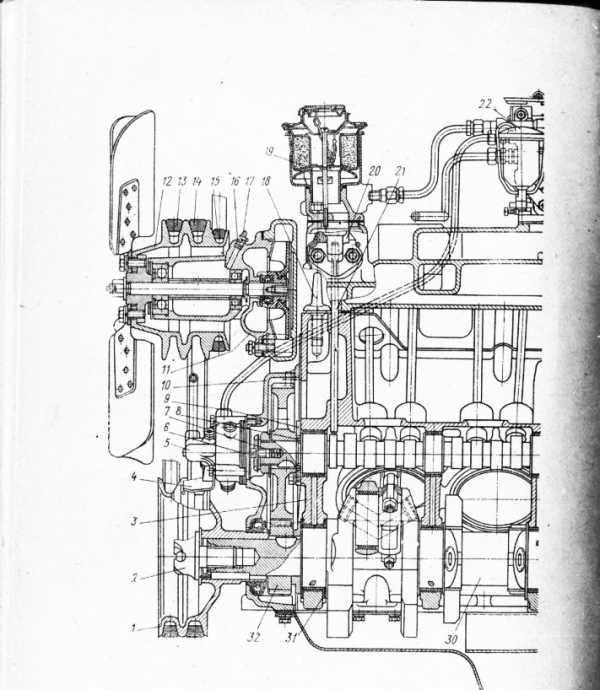
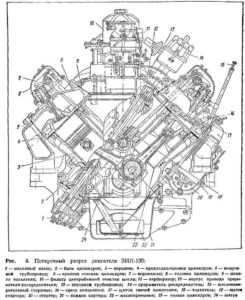
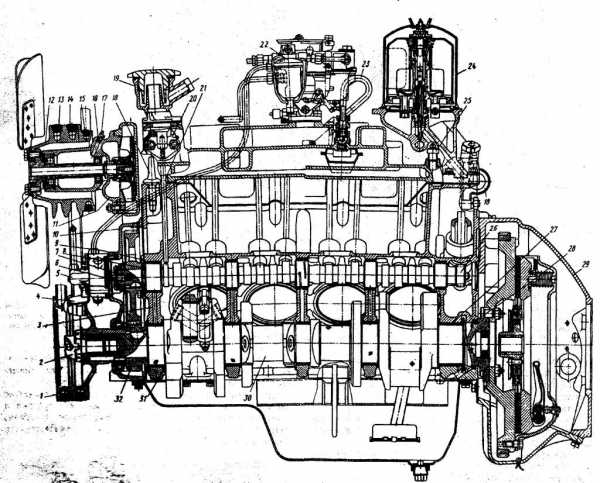
Рис. 1. Продольный
Поршневые пальцы — плавающие, фиксируются в поршне двумя стопорными кольцами. Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру. Обозначение группы наносят краской на поршне — на внутренней поверхности (на одной из бобышек), на шатуне —. на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одной группы. Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна проводиться при нагреве поршня до температуры 55 °С. Нагревать поршни надо только в жидком и чистом масле.
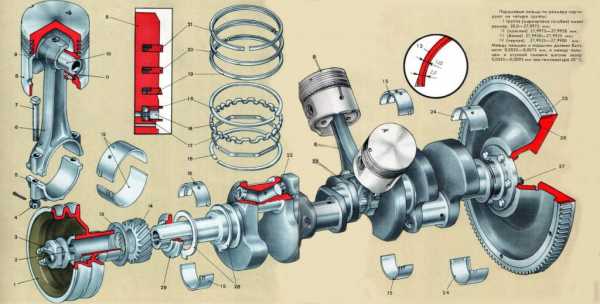
Поршневые кольца устанавливают по четыре на каждом поршне: три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности.
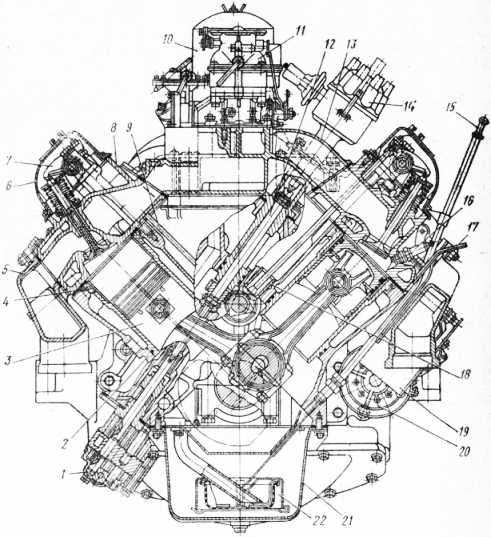
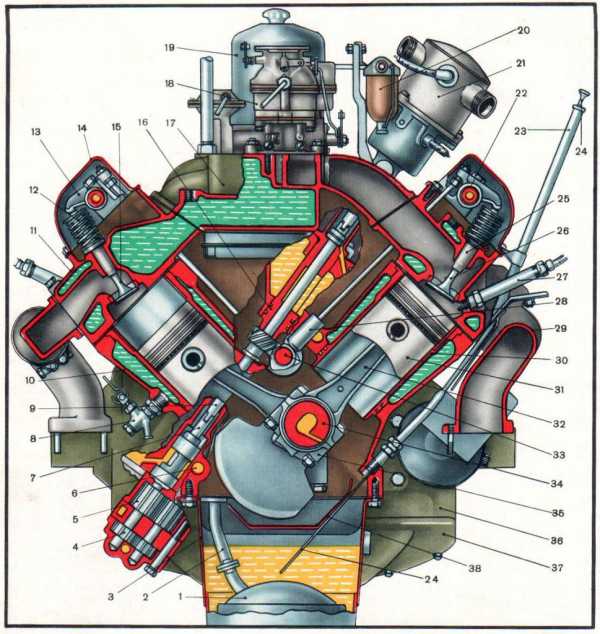
Рис. 2. Поперечный разрез двигателя: 1— масляный насос; 2 — блок цилиндров; 3 — поршень; 4 — прокладка головки блока; 5 – выпускной газопровод; б — крышка головки блока; 7 — коромысло; 8 — головка блока; 9 — штанга коромысла; 10 — центробежный фильтр очистки масла; 11 — карбюратор; 12 — привод распределителя зажигания; 13 — впускной трубопровод; 14 — распределитель зажига-вия; 15 — указатель уровня масла; 16 — свеча; 17 — щиток свечей; 18 — толкатель; 19 — ток стартера; 20 — стартер; 21 — масляный поддон; 22 — масловриемник
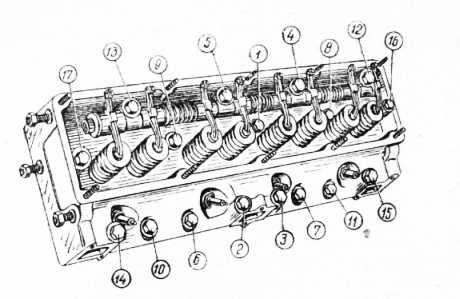
Рис. 3. Последовательность затяжки болтов крепления головки блока цилиндров
Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз. Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как это показано на рис. 4. Маслосъемное кольцо состоит из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в цилиндр двигателя плоские кольцевые диски нужно устанавливать так, чтобы их замки были расположены под углом 180° один к другому. При этом замки осевого и радиального расширителей должны быть расположены (каждый) под углом 120” к ним.
Поршневые кольца в свободном состоянии имеют сложную форму, позволяющую обеспечить наиболее выгодное распределение давления кольца на стенку гильзы, что увеличивает срок службы кольца. При установке колец на поршень их стыки (замки) должны быть расположе-ны под углом 90° один к другому. Конструкция и технология изготовления поршневых колец двигателей ЗИЛ при своевременном техническом обслуживании автомобиля обеспечивают работу двигателя до его капитального ремонта без смены колец. Преждевременная необоснованная смена поршневых колец приводит к сокращению ресурса Двигателя. Прежде чем принять решение о замене поршневых колец или сдаче двигателя в капитальный ремонт, надо устранить все внешние течи масла, промыть фильтр системы вентиляции картера, а также очистить от отложений трубку и клапан и следить за расходом масла На угар.
При выявлении необходимости замены поршневых колец или отправки двигателя в капитальный ремонт следует пользоваться специальным диагностическим оборудованием (компрессометром, прибору К69-А и др.).
Для повышения срока службы двигателя следует применять рекомендуемые руководством сорта топлива и моторного масла, своевременно промывать фильтрующие элементы воздушного фильтра и фильтра вентиляции картера, а также очищать трубку, клапан вентиляции картера, центробежный маслоочиститель.
Шатуны — стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши толщиной 21о!о22 мм. В верхнюю головку шатуна запрессована бронзовая втулка.
Вкладыши изготовлены с высокой точностью и при установке не требуют шабрения, подпиливания стыков или применения прокладок. Эти операции при тонкостенных вкладышах не допускаются.
При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала. В комплекте поршень — шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки равен 56—62 Н-м (5,6—6,2 кгс-м). Проверять и в случае необходимости подтягивать гайки болтов шатуна необходимо каждый раз при снятии поддона картера.
Коленчатый вал — стальной, с закаленными шейками, пятиопорный, с каналами для смазывания (рис. 5) и полостями для очистки масла. Полости закрыты пробками с внутренним шестигранником под ключ. Момент затяжки пробок должен составлять не менее 30 Н-м (3 кгс-м). Пробка может выступать из вала не более чем на высоту фаски. Полости следует очищать после 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
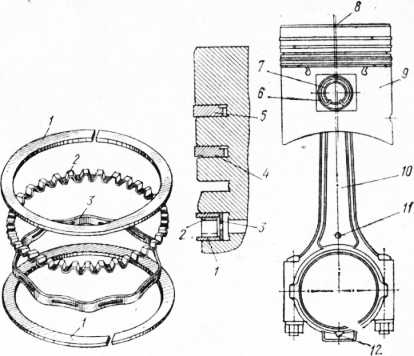
Рис. 4. Поршень о шатуном: 1 — кольцевой диск маслосъемного кольца; 2 — осевой расширитель; 3 — радиальный расширитель; 4 — нижнее и среднее компрессионные кольца; 5 — верхнее компрессионное кольцо; 6 — стопорное кольцо; 7 — поршневой палец; 8 — стрелка на днище поршня; 9 — поршень; 10 — шатун; 11 — метка на стержне шатуна; 12 — бобышка на крышке шатуна
Рис. 5. Коленчатый вал: 1 — противовес; 2 — прсбка; 3 — полость для центробежной очистки масла
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 110— 113 Н • м (11—13 кгс • м). Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного поддона. При изнашивании вкладышей шатунных или коренных подшипников обязательно одновременно заменять обе половины вкладышей. На передней коренной шейке в проточке блока цилиндров устанавливают две сталеалюминиевые упорные шайбы в виде двух полуколец, предохраняющие вал от осевых перемещений,
Коленчатый вал динамически сбалансирован в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 140—150 Н • м (14—15 кгс • м).
Маховик — чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к фланцу заднего конца коленчатого вала шестью болтами. При сборке маховика с коленчатым валом надо иметь в виду, что одно из отверстий крепления маховика смещено на 2°. При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки. Необходимо следить за тщательностью шплинтовки болтов крепления маховика. Шплинт должен плотно облегать торец болта.
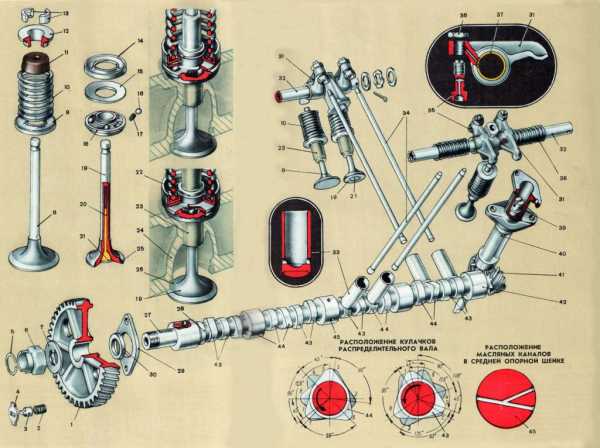
Распределительный вал — стальной, с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение парой зубчатых колес. Распределительный вал установлен на пяти опорах, снабженных втулками из биметаллической ленты. Для правильной взаимной установки зубчатых колес коленчатого вала и распределительного вала нужно поставить их так, чтобы метки находись на одной прямой, соединяющей центры.
Клапаны — верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала через штанги, толкатели и коромысла. Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапан имеет отверстие, заполненное натрием.
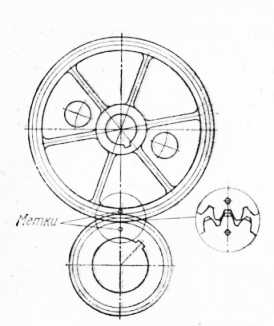
Рис. 6. Положение меток на зубчатых колесах при установке фаз газораспределения
Выпускные клапаны для повышения срока их службы принудительно поворачиваются во время работы двигателя специальным механизмом. Механизм для поворачивания выпускного клапана показан на рис. 7.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов). Регулирование зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, расположенным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) такта сжатия. При этом отверстие на шкиве коленчатого вала должно находиться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
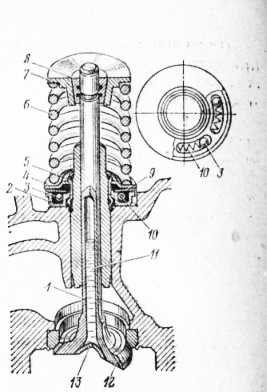
Рис. 7. Механизм для поворачивания выпускного клапана: 1 — клапан; 2 — неподвижный корпус; 3 — шарик; 4 — упорная шайба; 5 — замочное кольцо; 6 — пружина клапана; 7 — тарелка пружины клапана; 8 — сухарь клапана; 9 — дисковая пружина механизма; 10 — возвратная пружина; 11— наполнитель; 12 — наплавка; 13 — заглушка
Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма, обгоранию клапанов, износу коромысел, опорных поверхностен толкателей и кулачков распределительного вала.
При любой разборке двигателя, прошедшего более 70 тыс. км, необходимо проверять состояние возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При обнаружении на витках пружины следов изнашивания пружину необходимо повернуть изношенным участком вниз. При сборке механизма для поворачивания клапана надо обратить внимание на правильность установки шариков и пружин; пружины должны быть расположены позади шарика относительно выбранного направления вращения.
Толкатели клапанов — стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя просверлены отверстия для смазывания.
Впускной трубопровод — из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен жидкостной полостью для подогрева смеси. Момент затяжки гаек крепления впускного трубопровода к головке блока цилиндров должен быть в пределах 15—20 Н-м (1,5—2 кгс-м). Гайки нужно затягивать равномерно, последовательно, крест-накрест.
Выпускные газопроводы — чугунные, по одному с каждой стороны блока.
Читать далее: Смазочная система ЗИЛ-130
Категория: — Автомобили ЗИЛ
Главная → Справочник → Статьи → Форум
stroy-technics.ru
ЗИЛ 130: Московский ветеран. ЗИЛ-130
Кто у нас не знает эту машину – грузовик ЗИЛ-130? Он пришел на смену ветерану ЗИЛ-164 и находился на производстве три десятка лет. Много этих автомобилей и сегодня работают на наших дорогах.

Немного истории
Первые опытные образцы грузовика ЗИЛ-130 появились еще в 1958 году. После реконструкции Завода им. Лихачева в конце 1962 года была выпущена первая серийная партия машин. А массовое их производство развернулось в четвертом квартале 1964 года. Это был вполне современный для тех лет автомобиль, намного лучше своего предшественника. Он имел мощный V-образный двигатель и американизированную внешность: широкий капот, «пухлые» крылья и просторную кабину с панорамным ветровым стеклом.
Поначалу грузоподъемность этого автомобиля составляла 4 тонны, но поскольку он обладал большим запасом прочности, уже в 1965 году ее увеличили до 5 тонн. А в 1977 году начали выпуск модернизированной модели – ЗИЛ-130-76. Внешне она отличалась измененной облицовкой радиатора с низко установленными фарами, а грузоподъемность выросла до 6 тонн.
Кроме стандартного грузовика ЗИЛ-130, выпускались удлиненные версии ЗИЛ-130 Г и ЗИЛ-130 ГУ с базой 4500 и 5600 мм соответственно. «Стотридцатый» послужил базой для самосвалов, автоцистерн, автокранов, пожарных машин и т.д. В Украине на Луцком машиностроительном заводе (позже – ЛуАЗ) в 1965 – 1979 гг. на шасси ЗИЛ-130 выпускались фургоны-рефрижераторы ЛуМЗ-890Б. А прилуцкий завод «Пожмашина» выпускал пожарные автоцистерны АЦ-30. Всего до декабря 1994 года на Московском заводе им. Лихачева выпустили 3,38 млн. грузовиков семейства ЗИЛ-130.
В 1995 году производство машин ЗИЛ-130 перенесли на Уральский автомоторный завод возле Екатеринбурга (бывший Свердловск). Там автомобиль выпускался под маркой УамЗ-43140. Кабину и капот на него ставили от полноприводного автомобиля ЗИЛ-131 (6х6), который производился на этом предприятии с 1990 года. Выпускали на Урале и вариант с тракторным дизелем – ММЗ-245, мощностью 107 л.с.
Передовая «восьмерка»
Автомобили семейства ЗИЛ-130 комплектовались новым V-образным карбюраторным двигателем рабочим объемом 6,0 л и мощностью 150 л.с. Блок его был чугунным, а головки цилиндров алюминиевые. В цилиндрах устанавливались гильзы «мокрого» типа из серого чугуна. Клапаны применялись верхние, карбюратор был двухкамерный.
Особых проблем с мотором ЗИЛ-130 обычно не бывает, он отличается долговечностью и надежностью. Конечно, при условии грамотной эксплуатации. За 30 лет выпуска машины ЗИЛ-130 ресурс двигателя до капитального ремонта увеличили со 150 до 350 тыс. км.
В первые годы после появления машины водители шутили по поводу мотора: мол, еще ни разу не менял масляного фильтра, и самое главное – найти его не могу. И не мудрено: процесс очистки масла происходил не в привычном фильтре, а в центрифуге, установленной на головке блока цилиндров, в ее передней части. И это устройство, кстати, нужно было очищать при сезонном обслуживании или после каждых 30 тыс. км. Если же нерадивые водители не делали этого, им светил промежуточный ремонт мотора со шлифовкой коленвала и заменой вкладышей.
От мотора до колес
На грузовиках ЗИЛ-130 устанавливалась механическая 5-ступенчатая КПП. Все передачи, кроме первой и заднего хода, были синхронизированными. Переключение происходило достаточно легко, но при условии двойного выжима сцепления. Уязвимое место коробки – подтекание масла из-за недостаточной надежности сальников или повреждения прокладок.
На первых образцах сцепление было однодисковым, но вскоре его заменили на двухдисковое. Оно работает надежно, проблемы могут возникнуть только из-за неисправности двигателя – осевого «разбега» коленчатого вала.
Карданные валы, если их крестовины своевременно смазывать, никаких хлопот не доставляют и служат 500-600 тыс. км.
Тем, кто покупает машину ЗИЛ-130, бывшую в употреблении, необходимо обратить внимание на задний мост: встречается его осевое смещение, что приводит к ускоренному износу резины. Рама автомобиля достаточно прочная, но при эксплуатации с перегрузкой на ней могут образовываться трещины.
Подвеска автомобиля ЗИЛ-130 – зависимая, на продольных полуэллиптических рессорах. В передней подвеске установлены гидравлические телескопические амортизаторы. Сзади имеются дополнительные рессоры – т.н. подрессорники. Отличительная черта основных рессор как спереди, так и сзади: их задние концы сделаны скользящими. Это дает преимущества при управлении автомобилем.
Тормозная система ЗИЛ-130 двухконтурная, с регулятором тормозных сил. Привод тормозных механизмов – пневматический. В системе имеется спиртовой предохранитель от замерзания конденсата. Кстати, каждые 1000 км конденсат необходимо сливать.
Рабочий «кабинет»
Конечно, сегодня назвать кабину ЗИЛ-130 кабинетом трудно – уровень комфорта не отвечает нынешним требованиям. Но для своего времени это был большой шаг вперед: по сравнению с кабиной предшественника ЗИЛ-164 она была гораздо просторнее. В ней свободно размещалось три человека. Зимой водитель мог не бояться холода: новый отопитель салона имел гораздо большую производительность, и даже в лютые морозы в салоне было тепло, а окна не запотевали. Прогрессивным в то время считался и пневматический привод стеклоочистителя.
Нельзя сказать что сиденья в кабине были слишком комфортными. Обтянутые снаружи кожзаменителем, под летним палящим солнцем они нагревались до такой степени, что можно было получить ожоги. Поэтому многие водители на подушку сиденья клали одеяло, которое нагревалось не так сильно. Конечно, поддерживать чистоту в салоне при этом было сложнее, но зато ехать удобнее. Сиденье водителя имело только одну регулировку – в продольном направлении, при помощи скобы.
Рулевая колонка – простая, без каких-либо регулировок. А рулевое колесо по-военному аскетичное, трехспицевое, с кнопкой сигнала по центру. Но вращать «баранку» легко благодаря гидроусилителю.
Щиток приборов ЗИЛ-130 сделан достаточно компактным и что важно – с регулировкой яркости ночной подсветки. Интересно также, что манометр на щитке не электрический, как обычно, а механический: в масляную магистраль мотора был вкручен штуцер, соединенный латунной трубочкой, свернутой в спираль, непосредственно с прибором. Позже ее заменили резиновой. При неправильном надевании (перекручивании), «резинка» часто лопается, а сейчас это дефицит.
Таким образом, ЗИЛ-130 – машина прочная, надежная и относительно дешевая: в зависимости от технического состояния и возраста, ходовые экземпляры можно купить за 1500-3500 у.е.

zil130.ru